

Eu vi um travão de bancada de 30 polegadas tentar dobrar aço macio de calibre 16 com 24 polegadas de largura. A alavanca desceu, as pernas da bancada abriram-se e todo o conjunto deslizou uns oito centímetros pelo betão. O proprietário jurou que o aço de fábrica era lixo.
O travão não estava a dobrar. Era a bancada que estava.
Esse é o intervalo que a maioria das pessoas nunca fecha antes de pôr a ferramenta à venda.
Um travão importado típico de 30 polegadas pesa talvez entre 30 e 40 quilos. Já os vi apoiados numa bancada de pinho de 27 quilos, fixados com dois parafusos de carro de 3/8 de polegada e anilhas largas. Depois alguém pede-lhe para dobrar a frio aço de calibre 14 em 50 centímetros. Isso não é um problema de material. É a alavanca à procura do elo mais fraco.
Estes travões são vendidos como produtos acabados. Não são. São chassis nus — faltam-lhes travessas e uma fundação. A fábrica fornece uma folha de aperto e pinos de dobradiça. O resto da estrutura é da tua responsabilidade. Se a base puder torcer, vai torcer. E quando torce, a qualidade da dobra vai com ela.
Então, quando uma dobra sai arredondada em vez de nítida, o que é que realmente se moveu?
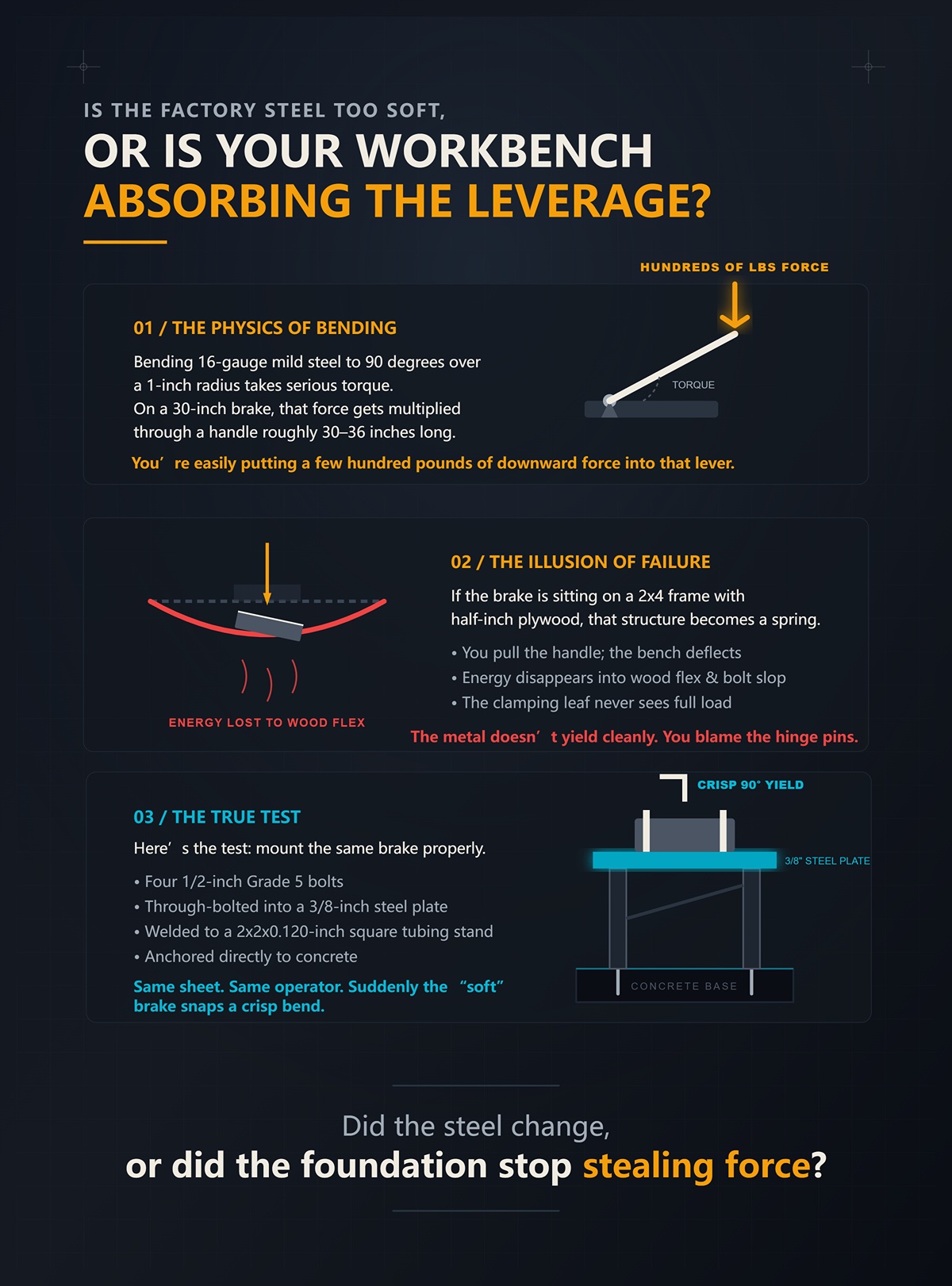
Dobrar aço macio de calibre 16 a 90 graus sobre um raio de 2,5 cm exige um binário sério. Num travão de 30 polegadas, essa força é multiplicada por uma alavanca de cerca de 75–90 cm de comprimento. Estás facilmente a aplicar algumas centenas de libras de força descendente nessa alavanca. A física não se importa que o travão estivesse em promoção.
Se o travão estiver apoiado numa estrutura de 2×4 com contraplacado de 12 mm, essa estrutura torna-se numa mola. Puxas a alavanca; a bancada deflecte; a energia desaparece na flexão da madeira e na folga dos parafusos. A folha de aperto nunca recebe carga total. O metal não cede de forma limpa. Culpas os pinos da dobradiça.
Aqui está o teste que uso: monta o mesmo travão com quatro parafusos de 1/2 polegada, de grau 5, atravessando uma chapa de aço de 9,5 mm, soldada a um suporte feito de tubo quadrado de 5x5 cm e parede de 3 mm, ancorado ao betão. Mesma chapa. Mesmo operador. De repente, o travão “macio” produz uma dobra nítida.
O aço mudou, ou a fundação deixou de roubar força?
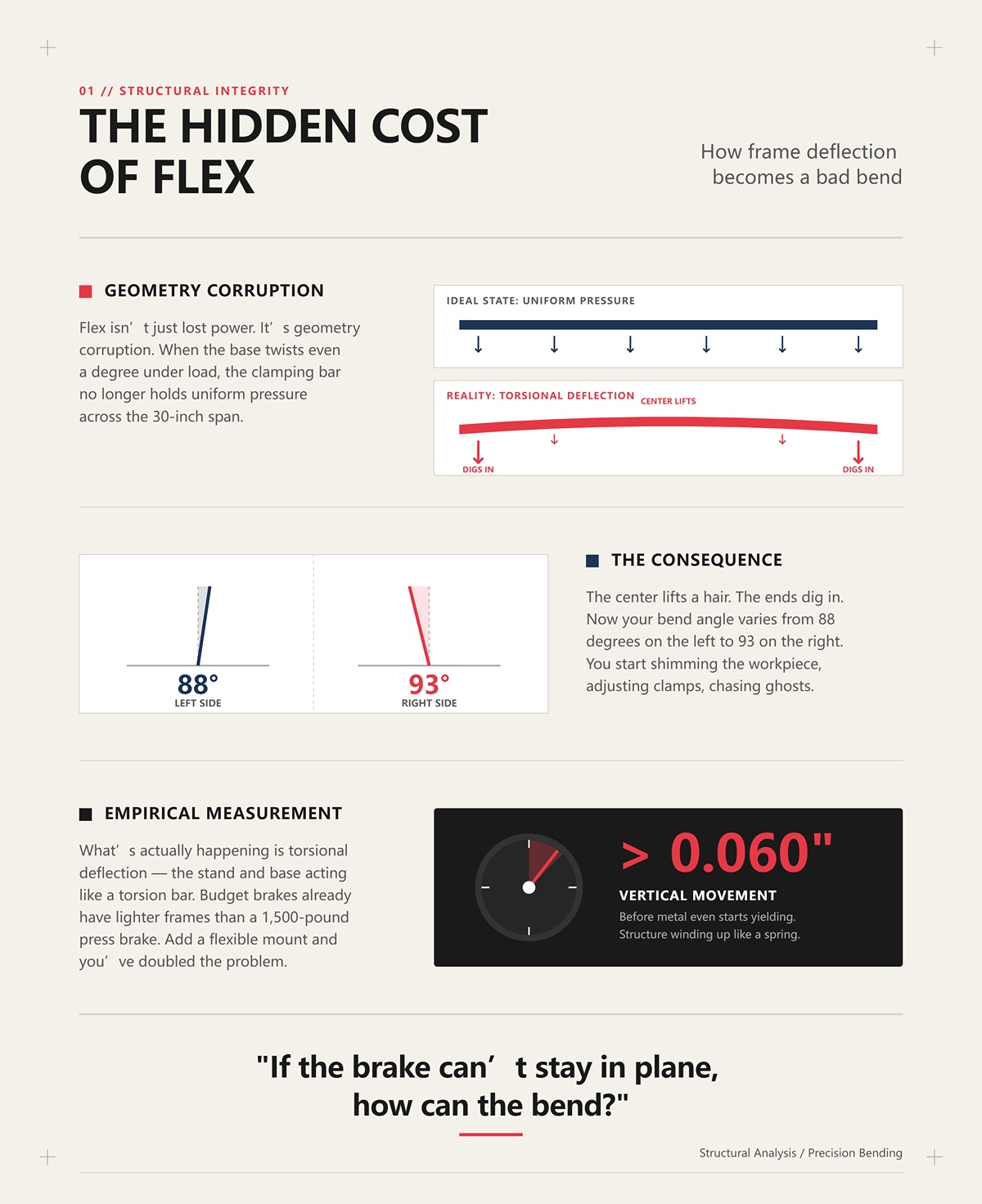
A flexão não é apenas potência perdida. É corrupção geométrica.
Quando a base torce mesmo um grau sob carga, a barra de aperto já não aplica pressão uniforme ao longo dos 75 cm. O centro levanta ligeiramente. As extremidades enterram-se. Agora o ângulo da dobra varia de 88 graus à esquerda para 93 à direita. Começas a calçar a peça, ajustar grampos, perseguir fantasmas.
O que está realmente a acontecer é deflexão torsional — o suporte e a base a funcionar como uma barra de torção. Os travões económicos já têm estruturas mais leves do que uma travagem de prensa de 680 kg. Adiciona uma montagem flexível e duplicaste o problema.
Medi-o de forma rudimentar: indicador de relógio no centro da base, alavanca puxada até à carga máxima. Numa bancada fraca, vi mais de 1,5 mm de movimento vertical antes que o metal começasse sequer a ceder. Isso não é falha da dobradiça. É a estrutura a enrolar-se como uma mola.
Se o travão não consegue manter-se em plano, como pode a dobra fazê-lo?

O pior culpado não é o aço fino. É a preguiça.
Parafusos de lag em madeira não são âncoras estruturais sob carga cíclica. As roscas esmagam as fibras, os furos alargam-se e, após uma dúzia de curvas pesadas, há micro‑movimentos que não se veem, mas que se sentem perfeitamente. O travão começa a “afrouxar”. As pessoas chamam‑lhe desgaste.
Atravessa tudo com um parafuso. Mínimo de 1/2 polegada, material de grau 5 com anilhas temperadas, devidamente apertadas. Melhor ainda, prende a base do travão entre chapas de aço de 1/4 de polegada para que a peça fundida não receba carga pontual. Fixa o suporte a algo mais pesado do que o próprio travão. Uma laje de betão é o ideal. Um suporte soldado de 300 libras é a segunda melhor opção.
Se o teu travão de 30 polegadas não estiver aparafusado a algo que pese pelo menos três vezes mais do que ele, não estás a dobrar aço. Estás a dobrar o mobiliário da tua oficina.
E quando a fixação deixa de ser o elo fraco, surge uma nova questão: o que acontece quando o próprio vão de 30 polegadas do travão se torna a mola?
Compra se:
Evita se:
Aparafusei um travão de bancada de 36 polegadas a um suporte de 320 libras feito de tubo quadrado 2x2x0.120‑inch wall, com reforços nos cantos, fixado com buchas de 1/2 polegada numa laje de 4 polegadas. Sem flexão no banco. Sem folga nos parafusos. Depois alimentei‑o com aço macio de 16 gauge, na largura total de 36 polegadas.
Dobrou‑o. Tecnicamente.
A alavanca desceu com força, a folha arqueou ligeiramente no meio, e a curva final mediu 90 graus nas extremidades e 86 no centro. A mesma chapa, cortada para 28 polegadas de largura, dobrou a um ângulo de 90 limpo em toda a extensão e com esforço visivelmente menor.
Nada na fixação mudou. Só a largura.
É nesse momento que deixas de culpar a fábrica e começas a fazer contas.
A folha de um travão de chapa comporta‑se como uma viga sob carga. A deflexão numa viga não aumenta em linha reta com o vão — cresce rapidamente. Duplicar o comprimento sem apoio não duplica a deflexão; multiplica‑a várias vezes, porque a rigidez à flexão depende do cubo da espessura e a carga distribui‑se por toda a extensão. Uma folha de 36 polegadas feita de chapa de aço macio de 3/8 de polegada não é 50 por cento “mais forte” do que uma de 24 polegadas só por ser mais comprida. É muito mais propensa a fletir no centro sob o mesmo calibre e largura total.
É por isso que um travão mais curto muitas vezes parece mais robusto.
Pega nesse travão de 36 polegadas classificado para aço macio de calibre 16. O catálogo significa que o calibre 16 a 36 polegadas é a carga máxima antes de ocorrer distorção permanente ou deflexão inaceitável. Esse é o limite máximo.
A maioria das pessoas trata-o como velocidade de cruzeiro.
Com essa mesma configuração fixada, trabalhei com calibre 16 a 30 polegadas — aproximadamente 83 por cento da largura nominal. A força na manivela diminuiu visivelmente. A deflexão central, medida com um indicador de relógio junto à aresta da folha, caiu de aproximadamente 0,040 polegada na largura total para menos de 0,015 polegada. A consistência da dobra melhorou.
Nada de mágico aconteceu às 30 polegadas. O travão apenas saiu do seu teto elástico confortável e entrou na sua zona de trabalho.
Os fabricantes de prensas dobradeiras são honestos de uma forma que os compradores de travões de bancada esquecem: uma classificação como “100 toneladas x 10 pés” combina força e largura. Se dobrares apenas 6 pés, não estás a usar toda a tonagem. A mesma física aplica-se aqui, apenas em menor escala e com construção mais leve. Quando um travão de 36 polegadas declara capacidade para calibre 16, isso assume uma geometria específica — normalmente um raio de dobra e configuração de aperto adequados ao aço macio. Muda a largura, e a exigência de tonagem por polegada altera-se. Em ambientes de produção, é por isso que os sistemas CNC importam: soluções modernas como a prensa dobradora CN-HAWE são projetadas em torno de tonagem calibrada, compensação controlada e parâmetros de dobra programáveis, para que força, largura e dados do material estejam alinhados em vez de estimados. O princípio não muda — só o nível de controlo muda.
Portanto, a regra 80% não é superstição. É margem. Trabalhas com 80 por cento da largura nominal se quiseres dobras repetíveis sem lutar contra o retorno elástico e a flexão da folha.
Mas porque é que a largura te penaliza mais do que simplesmente subir um calibre na espessura?
Imagina dois trabalhos:
A segunda chapa é mais espessa, portanto por polegada precisa de mais força para ceder. Mas tem apenas metade da largura. O torque total exigido na articulação é frequentemente comparável — por vezes menor — do que na dobra a largura total do calibre 16.
Porque a largura multiplica a carga ao longo de toda a extensão.
Cada polegada da chapa resiste à dobra com a sua própria pequena fração de força. A 36 polegadas, estás a somar 36 dessas frações. A barra de aperto tem de manter pressão uniforme em todas elas. A folha tem de transmitir torque de forma homogénea ao longo de todo o comprimento. Os pinos da articulação sofrem cisalhamento distribuído ao longo de todo o eixo.
Agora estende isso de 24 polegadas para 36 polegadas. Essas 12 polegadas extra não são apenas “mais metal”. É mais alavanca a atuar mais longe dos suportes centrais, aumentando o momento de flexão no meio do vão. O centro torna-se o elo fraco porque é o ponto mais distante do reforço estrutural nas extremidades.
É por isso que um travão de 24 polegadas construído com folha de 1/2 polegada de espessura pode parecer brutalmente forte dentro da sua largura. Vão mais curto. Menor momento de flexão no ponto médio. Menos torque acumulado ao longo da linha de articulação.
Travão mais longo. Mesma espessura de folha. Mais deflexão. O chassis não ficou proporcionalmente mais profundo ou espesso — apenas esticou.
Portanto, a largura sobrecarrega a estrutura. O calibre sobrecarrega a força por polegada. Combina ambos na classificação total e estarás a equilibrar-te no limite estrutural da ferramenta.
Quando um travão reto está a operar tão próximo do seu limite estrutural, é muitas vezes mais eficiente alterar a estratégia de conformação em vez de forçar ainda mais a estrutura. Para curvaturas de grande raio, cilindros ou painéis largos próximos dos limites de espessura, um sistema CNC de calandragem de chapa pode distribuir a força de forma progressiva em vez de a concentrar ao longo de uma única linha de dobragem. Soluções como a máquina CNC de calandragem de chapa da CN-HAWE integram um controlo totalmente baseado em CNC dentro de um portefólio mais amplo de automação de chapa metálica, permitindo a formação de raios repetível com menor tensão máxima em qualquer membro estrutural individual — frequentemente um caminho mais estável quando a largura e a espessura começam a acumular-se.
E isso ainda assumindo o aço macio.
Já vi um travão de 30 polegadas, classificado para aço macio de 16-gauge, ficar com uma deformação permanente em forma de sorriso na sua folha depois de uma tentativa entusiástica com aço inoxidável 304 de 16-gauge e 24 polegadas de largura.
Mesma espessura. Animal totalmente diferente.
O aço macio pode ter um limite de escoamento de cerca de 36.000 psi. O aço inoxidável austenítico, como o 304, tem uma resistência ao escoamento significativamente superior e endurece por trabalho à medida que é dobrado. Isso significa que a força necessária para o empurrar além da deformação elástica até à deformação plástica — onde permanece dobrado — é substancialmente maior. E o retorno elástico é mais forte.
Assim, o operador puxa mais a alavanca para compensar. Mantém-na pressionada por mais tempo. Talvez até dê algumas batidas. Agora já não está apenas a igualar a classificação para aço macio — está a excedê-la tanto em força como no ângulo de sobre-dobragem necessário.
O que está realmente a acontecer dentro do travão é simples: a folha está a fletir mais antes de o inox ceder. A barra de aperto está a sofrer uma carga de tração mais alta. Os pinos das dobradiças estão a suportar maior esforço de corte. Se o travão já estava próximo do seu limite elástico com aço macio de 16-gauge a largura total, o inox empurra-o para além desse limiar, causando deformação permanente.
A física não se importa que o número da espessura corresponda.
E aqui está a verdade desconfortável: nenhum reforço de bancada corrige uma folha subdimensionada para materiais de alta resistência à tração. A montagem resolve a deflexão torsional. Não altera o módulo da secção — a resistência geométrica dessa chapa à dobragem.
Por isso, quando se compara um travão de 24 polegadas com um de 36 polegadas, não se olha apenas para o comprimento. Observa-se:
Porque, uma vez que a montagem deixa de roubar força, a própria geometria do travão torna-se o limite.
Compra se:
Evita se:
Então, como escolher realmente?
Deixa de procurar “capacidade” e começa a procurar alcance.
Se 70 por cento do seu trabalho for aço macio de 18 gauge com 20 polegadas de largura, um travão de 36 polegadas não é uma melhoria. É uma alavanca mais longa a lutar contra a mesma folha de espessura, os mesmos pinos de articulação, a mesma barra de fixação de 3/8 de polegada — apenas esticada. As 12 polegadas extra parecem liberdade. Estruturalmente, são uma responsabilidade, a menos que o módulo de secção cresça com elas.
Pense nestas coisas como chassis de camiões nus. Uma caixa de 12 pés construída com o mesmo canal em C de uma de 8 pés não transporta magicamente mais só porque é mais longa. Torce-se mais cedo.
Esse é o ponto de vista.
Entre um Harbor Freight de 36 polegadas e um Vevor de 24, o alcance mais curto vence em rigidez bruta sempre, mesmo antes de se fazer o primeiro cordão de solda. A questão não é qual marca é “mais forte”. É qual chassis lhe dá a melhor geometria de partida para as cargas que realmente usa — e qual reage quando solda o reforço.
Porque nenhum deles é uma ferramenta acabada. São peças em bruto.
O Harbor Freight de 30 polegadas é o ponto ideal dessa linha.
Mesma arquitetura geral do de 36 — barra de fixação aparafusada, folha articulada, construção em aço macio — mas com menos seis polegadas a tentar fletir ao centro. Se a folha for aproximadamente de chapa de 3/8 de polegada e a barra de fixação semelhante, essa redução de alcance sozinha corta visivelmente a deflexão no ponto médio sob a mesma carga por polegada. Não teoricamente. Visivelmente.
A versão de 36 polegadas não é lixo. É apenas honesta em relação à física. Sem montagem numa caixa, parecem macios para além de 18 gauge porque toda a estrutura se mexe — base, suporte, folha. Aparafuse-o a uma parede de tubo retangular 2×3 de 1/4 de polegada com 200 libras de peso, e a história muda. Solde um reforço de barra chata de 1/4 x 2 polegadas ao longo da parte traseira da folha, soldado por pontos a cada 2 polegadas, e a curvatura central diminui novamente.
Agora é um chassis digno de se construir sobre ele.
Mas aqui está o ponto: o de 36 só faz sentido se realmente precisar de peças com mais de 30 polegadas regularmente. Se os seus “trabalhos largos” acontecerem duas vezes por ano, está a pagar um imposto de rigidez em cada dobra por uma capacidade que mal usa. A unidade de 30 polegadas, reforçada e aparafusada numa estrutura que pesa três vezes mais, parecerá mais firme em trabalhos de 24 polegadas do que o irmão mais longo alguma vez parecerá.
E firme parece poder.
Assim, a plataforma Harbor Freight sobrevive à fabricação no mundo real quando se trata como aço estrutural, não como mobiliário. Os ossos são simples, acessíveis, soldáveis. Isso importa. O que torna o compacto Vevor um contra-ataque interessante.
O vão mais curto é uma vantagem. Ponto final.
Um travão de 24 polegadas com uma lâmina de 1/2 polegada de espessura deixa envergonhado um travão de 36 polegadas com lâmina de 3/8 polegada em qualquer coisa com menos de dois pés de largura. Menor momento fletor a meio do vão. Menor carga cumulativa de aperto. Menos drama.
É a geometria a dar-te uma ajuda, pela primeira vez.
Mas a compacidade tem dois lados. Algumas das unidades importadas de caixa e painel de 24 polegadas têm folgas reduzidas entre os dedos superiores e a matriz de dobragem. No papel, estão classificadas para aço macio de calibre 20. Na prática, o material mais espesso luta fisicamente por espaço antes mesmo de aplicares força total. E muitas dessas lâminas e dedos não são aço ferramenta endurecido — são aço macio de serviço que se deforma se os tratares como um travão de prensa.
Portanto, sim, a área ocupada é uma característica de rigidez. Reduz a deflexão por defeito.
Mas também pode tornar-se um limite rígido. Se os dedos fletirem ou o raio do nariz se deformar porque o aço não foi tratado termicamente, não há montagem de bancada no mundo que resolva isso. Podes reforçar uma estrutura. Não podes fingir propriedades de material.
O que significa que o Vevor 24 é mais forte quando respeitas o seu envelope: aço macio de calibre inferior a 18, em largura total, montado em algo sólido. Dentro dessa caixa, parece robusto. Fora dela, estás a encontrar rapidamente o limite da metalurgia.
E depois o fluxo de trabalho entra na disputa.
A estrutura não é a única coisa que determina se um travão sobrevive à verdadeira fabricação.
O tempo é.
Os grampos de parafuso do Harbor Freight são varões roscados simples com porcas. Aplicam uma força de fixação séria porque o passo da rosca converte torque em carga linear de forma eficiente. Isso é bom para segurar aço de calibre 16 ao longo de 24 polegadas sem escorregar. É mau quando estás a trocar de calibre 20 para 14 e vice-versa dez vezes por dia e precisas de duas chaves e uma fita métrica para reajustar a altura cada vez.
Sob carga elevada, os parafusos ganham em pressão de aperto bruta. Em trabalho repetitivo, perdem em produtividade.
Os sistemas de fecho de came — quando bem construídos — trocam alguma força máxima por velocidade e repetibilidade. Abres, dobras, soltas. Mas cames baratos podem fletir ou desgastar-se, especialmente se as superfícies do came não forem endurecidas. Agora a tua pressão de fixação já não é uniforme ao longo das 24 polegadas, e um lado começa a escorregar antes do outro. Essa inconsistência manifesta-se em dobras afiladas e ângulos desviados.
Então, qual sobrevive?
Se estiveres a fazer suportes únicos em aço macio de calibre 16 com 22 polegadas de largura, um Harbor Freight de parafuso fixo, aparafusado a uma bancada de chapa de 3/8 polegada e com lâmina reforçada, durará mais do que um sistema de cameo leve sempre. Se estiveres a fazer séries em material mais fino, o grampo mais rápido pode poupar a ferramenta — e a ti — do abuso constante do aperto excessivo.
Porque às vezes a falha não é o aço a ceder.
É o operador a apertar mais para compensar um fluxo de trabalho lento.
E é aí que a verdadeira decisão se forma: escolhe o vão mais curto que cubra 80 por cento do teu trabalho, certifica-te de que a espessura da lâmina e o diâmetro da dobradiça correspondem ao calibre pretendido, depois decide se queres roscas de força bruta ou cames mais rápidos. A marca importa menos do que a geometria e o mecanismo.
Se estiveres a trabalhar constantemente com peças repetidas, tolerâncias apertadas ou volumes mais altos, onde os debates sobre estilo de grampo começam a parecer um travão de produtividade, pode ser altura de avançar para além dos travões manuais. Uma solução CNC de dobragem de painéis, como a Pliadeira CN-HAWE altera a equação de alavancagem mecânica para precisão programável — automatizando a fixação, a sequência e o controlo de ângulos para melhorar a consistência, a produtividade e a eficiência do operador. Em vez de escolher entre roscas e cames, está a investir em geometria, automação e repetibilidade concebidas para ambientes de produção.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Máquina Multifuncional (Ironworker) é um próximo passo relevante.
Compra se:
Evita se:
Tem uma garagem para dois carros, um banco com 24 polegadas de profundidade feito de tábuas de 2x4 e contraplacado de 3/4 de polegada, e normalmente dobra suportes de aço macio de calibre 18 com 20–22 polegadas de largura, com a ocasional aba de calibre 16 para uma chapa de proteção. O espaço é limitado. O orçamento ainda mais. Então, o que deve realmente comprar — e como montá-lo para que não pareça uma lata de refrigerante?
Comece com o menor alcance que cubra 80 por cento do seu trabalho. Se for menos de 24 polegadas, uma máquina de 24 polegadas com uma lâmina de dobra de pelo menos 3/8 de polegada de espessura (1/2 é melhor) é o chassis certo. Se trabalha regularmente com 28–30 polegadas, avance para a unidade de 30 polegadas — mas aceite que terá de a reforçar. Qualquer uma deve ser aparafusada, não pregada, a uma estrutura feita de tubo retangular de 2×3 polegadas com parede de 1/4 de polegada, unida a uma base que pese pelo menos três vezes mais do que o travão. Se o seu travão de 30 polegadas não estiver fixo numa estrutura que pese três vezes mais do que ele, não está a dobrar aço.
Essa é a fundação.
A verdadeira mudança — a parte que faz um travão “ligeiro” comportar-se como se valesse o dobro — acontece na lâmina de dobra e na barra de fixação. Porque, depois de impedir o banco de torcer, o elo mais fraco seguinte passa a manifestar-se.
Imagine a lâmina de dobra fora da máquina, virada de cabeça para baixo na sua mesa de soldadura. A maioria das máquinas económicas de 24–30 polegadas utiliza uma lâmina com cerca de 3/8 de polegada de espessura e talvez 2–2,5 polegadas de altura. Em 30 polegadas, isso é uma viga longa e estreita. Sob carga, ela não roda apenas na dobradiça. Flete-se no centro.
Essa curvatura é o que transforma o seu ângulo de 90 em 83 no meio.
Resolvi isso da mesma forma que se reforça o engate de um reboque: acrescentando altura à secção. Um ferro em ângulo de 2 por 2 por 1/4 de polegada, cortado 1/4 de polegada mais curto do que a largura total da lâmina, soldado por pontos ao longo da parte traseira da lâmina de dobra, com a perna vertical para baixo e a perna horizontal nivelada com a lâmina. Solde cordões de 1 polegada a cada 2 polegadas, alternando os lados para controlar o calor. Não faça uma soldadura contínua, a menos que goste de aço empenado.
O que muda não é magia. É o módulo de secção — a resistência à flexão aumenta drasticamente com a altura. Ao adicionar essa perna vertical de 2 polegadas, transformou efetivamente uma barra plana numa treliça rasa. O eixo neutro desloca-se. A deflexão diminui. Num travão de 30 polegadas que antes mostrava uma curvatura visível no centro ao dobrar aço de calibre 16, a diferença é óbvia na primeira dobra em largura total: o ângulo mantém-se dentro de um grau em toda a extensão.
Mas é aqui que muitos estragam tudo: soldam demasiado perto dos blocos das dobradiças ou deixam o salpico de solda entrar nos mancais. A dobradiça prende, e eles forçam mais para compensar. É assim que as hastes de reforço se apertam em demasia e as armações se deformam permanentemente. Deixe pelo menos 1 polegada livre em cada lado dos suportes das dobradiças. Depois da soldadura, mova a lâmina em todo o curso antes de a reinstalar. Deve cair pelo próprio peso.
Se a dobradiça ficou mais rígida, não construiu um travão de serviço pesado. Construiu uma alavanca.
E enrijecer a aba apenas resolve metade da curvatura, porque a barra de aperto também está a fletir.
Pegue numa régua e coloque-a sobre a barra de aperto de uma quinadeira típica de 30 polegadas importada. Aperte os parafusos de fábrica numa chapa de 16 gauge ao longo de toda a largura. Agora observe a folga no centro antes mesmo de levantar a aba. Muitas vezes verá algumas milésimas de polegada de espaço.
Essa folga transforma-se em deslizamento.
O deslizamento transforma-se num raio de dobra arredondado e num ângulo errante.
A solução barata — e digo barata como $20 — são dois grampos em C forjados de 6 polegadas, classificados para carga real, não de metal fundido. Coloque-os entre 4 a 6 polegadas para dentro de cada extremidade, exatamente sobre a linha do material, e aperte-os depois de fixar os parafusos de fábrica. Está a converter um aperto de dois pontos num sistema de quatro pontos. A elevação no centro desaparece de imediato.
Medi quinadeiras que passavam de uma elevação visível de 0,040 polegada no centro sob carga para um movimento quase impercetível após adicionar grampos auxiliares. É elegante? Não. É eficaz? Absolutamente.
Agora, combine isso com a treliça de cantoneira na aba e a máquina começa a comportar-se de forma coesa em vez de flácida. Mas há uma armadilha aqui também. Se apertar demasiado esses grampos em C, vai empenar a barra de aperto, especialmente se for de aço macio e tiver menos de 1 polegada de espessura. Depois vai andar à procura de alinhamento com calços e calibradores de folgas como se fosse a reconstrução de uma quinadeira hidráulica.
Aperte firme, não esmague. Pense em pré-carga controlada, não em força bruta.
E mesmo com uma aba reforçada e um grampo reforçado, continua limitado pela física do aço macio e pelo diâmetro da dobradiça. O que levanta a questão: pode ultrapassar em segurança a classificação de espessura indicada?
Digamos que a sua quinadeira de 24 polegadas trabalha confortavelmente com aço macio de 18 gauge em toda a largura, mas precisa de algumas abas de 16 gauge com 20 polegadas. Consegue sentir a máquina a esforçar-se. A força na alavanca aumenta. A estrutura responde.
Um truque controlado é o pré-ranhuramento — não cortar completamente, apenas introduzir uma ranhura em V superficial ao longo da linha de dobra com um disco de corte ajustado para cerca de 25–30 por cento da espessura do material. Num aço de 16 gauge (cerca de 0,060 polegada de espessura), isso significa uma ranhura com cerca de 0,015–0,020 polegada de profundidade. Está a reduzir a secção transversal efetiva na dobra, diminuindo a força necessária.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Máquina de Ranhurar em V é um próximo passo relevante.
Se se apanhar frequentemente a fazer pré-ranhuras apenas para manter-se dentro da zona de conforto da quinadeira, isso é geralmente sinal de que a preparação das bordas deve ser feita a montante com equipamento dedicado. Uma solução baseada em CNC como CN-HAWE soluções de máquinas de corte fornece cortes retos e repetíveis com controlo de qualidade da borda, reduzindo a necessidade de truques manuais de ranhuras e melhorando a consistência das dobras em trabalhos de calibres mais espessos. Em contextos de produção, separar o corte de precisão da conformação não só reduz o esforço sobre a quinadeira, como também aumenta a produtividade e a precisão dimensional entre lotes.
Isto não se aplica a peças estruturais que sofram carga de tração através da dobra. É para suportes, tampas, abas não críticas.
Outro método é o aquecimento localizado com um pequeno maçarico oxi-combustível ou aquecedor de indução, trazendo a linha de dobra a um vermelho suave antes da conformação. Está a reduzir temporariamente o limite elástico. A quinadeira sente menos resistência. A aba e as dobradiças sobrevivem para outro dia.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Máquina de Corte a Laser é um próximo passo relevante.
Dado que o portefólio de produtos da CN-HAWE é 100% baseado em CNC e cobre cenários de topo em corte a laser, dobra, ranhura, corte, para equipas que avaliam opções práticas aqui, Máquina de Soldadura a Laser é um próximo passo relevante.
Mas o calor altera a metalurgia. O pré-ranhuramento concentra tensões. Ambos são truques calculados, não prática diária.
Eis a linha na areia: se precisares de fazer isso todas as semanas, compraste um chassis demasiado pequeno. O reforço faz com que um travão leve se comporte como um mais pesado, dentro do razoável. Não transforma aço de chapa de 3/8 polegadas em aço de ferramenta de 3/4 polegadas, nem pinos de dobradiça de 1/2 polegada em veios de 1 polegada.
Se a tua carga de trabalho já ultrapassou as dobras pesadas ocasionais e passou para a produção repetitiva, chapa mais grossa ou peças mais largas, é hora de procurar equipamento concebido para esse ciclo de serviço. O portefólio CNC‑baseado 100% da CN‑HAWE cobre sistemas de dobragem de alta gama e soluções integradas para chapas metálicas, construídas para cenários industriais exigentes. Podes contactar a CN-HAWE para discutir especificações, pedir um orçamento ou avaliar qual a configuração de prensa dobradeira que realmente se adequa ao teu material, largura e necessidades de produtividade.
Dado que o portefólio de produtos da CN-HAWE é CNC 100% e cobre cenários de topo em corte a laser, dobragem, ranhuramento e corte, para leitores que desejem materiais detalhados, Brochuras é um recurso útil de seguimento.
Existe uma superengenharia inteligente — treliças de ferro em ângulo, grampos auxiliares, uma base de tubo com parede de 1/4 de polegada — e depois há o caso de pedir a uma estrutura de kart para rebocar um atrelado de despejo.
Compra se:
Evita se:
Trata o travão como um chassis em bruto. Reforça‑o onde o esforço flui. Respeita a dobradiça e a metalurgia. Faz isso, e a etiqueta de “económico” deixa de significar fraco e passa a significar inacabado.
Em que ponto é que os reforços deixam de ser engenhosos e passam a ser negação?
Eis o quadro que uso: quando o aço que estás a dobrar exige mais força do que a que os pinos da dobradiça, a espessura da lâmina e a geometria do pivô foram concebidos para suportar — nenhum pedaço de ferro em ângulo 2x2x1/4 polegada ou tubo de base 2×3 polegadas com parede de 1/4 polegada vai mudar isso. O reforço do chassis reduz a deflexão. Não aumenta o diâmetro da dobradiça, não melhora a metalurgia do pivô, nem transforma placas laterais de 3/8 polegadas em flancos cortados a maçarico de 3/4 polegadas. Quando começas a tentar alterar o caminho da carga dentro da dobradiça em vez de à sua volta, passaste de um reforço inteligente para uma remodelação da máquina.
E redesenhar um $400 em branco é como acabas por construir acidentalmente um $1,200 de compromisso.
Então, como sabes de que lado dessa linha estás?
Primeira pergunta: Que material, que espessura, que largura — todas as semanas, não uma vez por mês?
Se o teu dia‑a‑dia é aço macio de 16 gauge com 24 polegadas ou menos, ocasionalmente 14 gauge a 12 polegadas, e maioritariamente suportes e caixas, um travão de 30 polegadas reforçado e aparafusado a uma base que pese três vezes mais vai funcionar perfeitamente. Isso é um ciclo de serviço definido. Não estás a adivinhar; estás a ajustar o módulo de secção à carga de trabalho.
Segunda questão: Com que frequência está nos 80–100% da classificação nominal impressa?
As classificações de orçamento são limites máximos, não velocidades de cruzeiro. Se está a dobrar chapa de 16-gauge em largura total numa quinadeira de 30 polegadas todas as tardes, esse pino de articulação está a sofrer tensão cíclica próxima do limite de escoamento. O metal fatiga. Os furos tornam-se ovais. A repetibilidade do êmbolo — mesmo numa folha manual — desvia-se. As avaliações industriais dão tanta importância à repetibilidade sob carga por um motivo: a fadiga não se anuncia até que os seus ângulos comecem a variar.
Se as dobras pesadas são ocasionais, reforços fazem sentido. Se são rotina, está a conduzir um carro de uso diário sempre no limite máximo.
Terceira questão: Qual a tolerância que realmente importa no seu trabalho?
Se ±1 grau em 24 polegadas é aceitável para estruturas soldadas, uma folha com travamento e fixação auxiliar resolve o problema. Se procura uma planicidade de 0,05 mm em 1000 mm numa chapa de espessura média, então a deflexão não é apenas visível — é mensurável segundo uma norma. Passar no teste visual não é o mesmo que cumprir um teste geométrico. É nesse ponto que a consistência hidráulica e a massa da estrutura — coisas que não se podem adicionar depois — começam a ter importância.
Se responder honestamente a essas três perguntas, a questão da “falsa economia” torna-se mais clara. Porque agora já não se trata de preço. Trata-se de ciclo de trabalho.
O que nos leva ao limite máximo.
O limite não é quando a estrutura flete. Já resolvemos grande parte disso.
O limite é quando os picos de carga dinâmica ultrapassam o que os pivôs e as placas laterais conseguem absorver. A força de dobragem não é um número fixo; aumenta com o comprimento da chapa e pode subir 25–40% acima das previsões estáticas à medida que a velocidade e o engajamento mudam. Numa quinadeira ligeira, esse pico é transmitido diretamente para pinos de articulação de pequeno diâmetro e placas laterais relativamente finas. Não é possível soldar pinos maiores sem reconstruir a máquina do zero.
Isso é física, não elitismo de marca.
Há outro limite: controlo de processo. A direção do grão altera o retorno elástico. Duas chapas do mesmo lote podem abrir de forma diferente após a dobra. Nas quinadeiras de prensa de produção, sistemas óticos medem e corrigem o ângulo em tempo real. Numa quinadeira manual de folha, o “sensor” são os seus antebraços e um transferidor. Para suportes, tudo bem. Para peças de produção repetitiva onde meio grau se acumula entre conjuntos, a habilidade sozinha torna-se o gargalo.
E depois há a fadiga. Os compradores industriais inspecionam a consistência da pressão hidráulica e a repetibilidade do êmbolo porque as estruturas perdem entre 20–30% de desempenho à medida que se desgastam. Numa quinadeira de folha económica, o desgaste manifesta-se como folgas nos pivôs e inconsistências ao longo da extensão. Quando os furos se alongam, está a fazer furação com alinamento e buchamento — ou a conviver com desvio.
Se está a calcular o preço de pinos de articulação personalizados, a maquinar placas laterais em aço 1045 de 1/2 polegada e a substituir buchas nos pivôs, pare. Já não está a reforçar um chassis. Está a fabricar uma nova máquina em torno de uma chapa barata.
Este é o momento de avançar.
Eis a perspetiva que quero que mantenhas: um travão económico não é uma versão mais pequena de um travão industrial. É um chassis básico.
Um chassis precisa de três coisas para suportar peso: uma estrutura rígida, uma base que não torça e cargas dentro da capacidade dos eixos. Traduzindo isso para o aço: treliça em ângulo de 2x2x1/4 polegadas na folha, uma base feita de tubo retangular de 2×3 ou 2×4 polegadas com parede de 1/4 polegada e aparafusada ao betão, aperto auxiliar onde o centro tende a levantar, e trabalho que se mantém confortavelmente abaixo do limite de fadiga da dobradiça.
Se a realidade da tua oficina é aço macio de calibre 18–16, dobras médias de 24 polegadas, séries curtas e tolerâncias que admitem algum grau de variação, esse chassis reforçado torna-se um cavalo de batalha fiável. Não por ser magicamente mais forte — mas porque alinhaste estrutura, física e carga de trabalho.
Se a tua realidade são dobragens diárias a toda a largura com calibre 14, inox exigente, tolerâncias angulares apertadas e volumes de produção onde a repetibilidade paga as contas, não estás a comprar força. Estás a comprar massa, diâmetro do pivô, consistência hidráulica e vida útil por fadiga concebida desde o início.
Essa é a parte não óbvia: a melhoria inteligente não tem a ver com a quantidade de aço que soldas no travão. Tem a ver com se a tua carga de trabalho se enquadra nas partes não alteradas — as dobradiças, as laterais, a geometria que não redesenhaste.
Trata a ferramenta como um chassis. Reforça os caminhos de carga a que tens acesso. Respeita os que não podes alcançar.
Compra se:
Evita se:


















