

Uma prensa dobradeira de 10 pés, 120 toneladas, matriz inferior com abertura apenas larga o suficiente para engolir a ponta de um dedo. O operador alinha a chapa, retira as mãos, alcança os dois botões de comando montados num pedestal. O êmbolo desce enquanto ele já se inclina para a frente para apanhar a peça no retorno.
Ele está “em conformidade”.”
Então porque é que o encarregado está a preencher um relatório de incidente com sangue no chão?
Percorra qualquer oficina construída antes de 2015 e verá a mesma configuração: dois botões de palma espaçados por ANSI B11.3 de forma que as mãos do operador estejam fora do ponto de operação quando o ciclo começa. Fiação de canal duplo. Sistema anti‑bloqueio. Registo trimestral de teste assinado a tinta azul.
No papel, está impecável.
No chão de fábrica, observe o ritmo. Posicionar a peça. Estender o braço para trás. Premir. Dar um passo à frente. Amparar. Reposicionar. Estender o braço para trás. Premir novamente. Cada dobra exige um recuo completo do corpo, afastando-se das garras antes de o aço se mover.
Esse recuo é o preço da conformidade. E tem pago por ele em segundos e em pele.
Os controles de duas mãos não eliminam o perigo. Apenas impõem distância no momento da ativação. O êmbolo continua a ser um conjunto de dentes de aço a fechar; apenas ensinou o operador a recuar antes da mordida. A máquina não sabe onde estão as mãos dele depois de o ciclo começar.
Se acha que distância equivale a proteção, já está a apostar o seu registo de incidentes na esperança — e os inspetores não multam a esperança, multam as falhas.
Analisei um caso em que um operador pressionou os dois botões, o êmbolo desceu, e quando o punção tocou na peça ele instintivamente estendeu o braço para estabilizar uma aba estreita que começou a inclinar-se.
A prensa não se importou. Estava a meio curso.
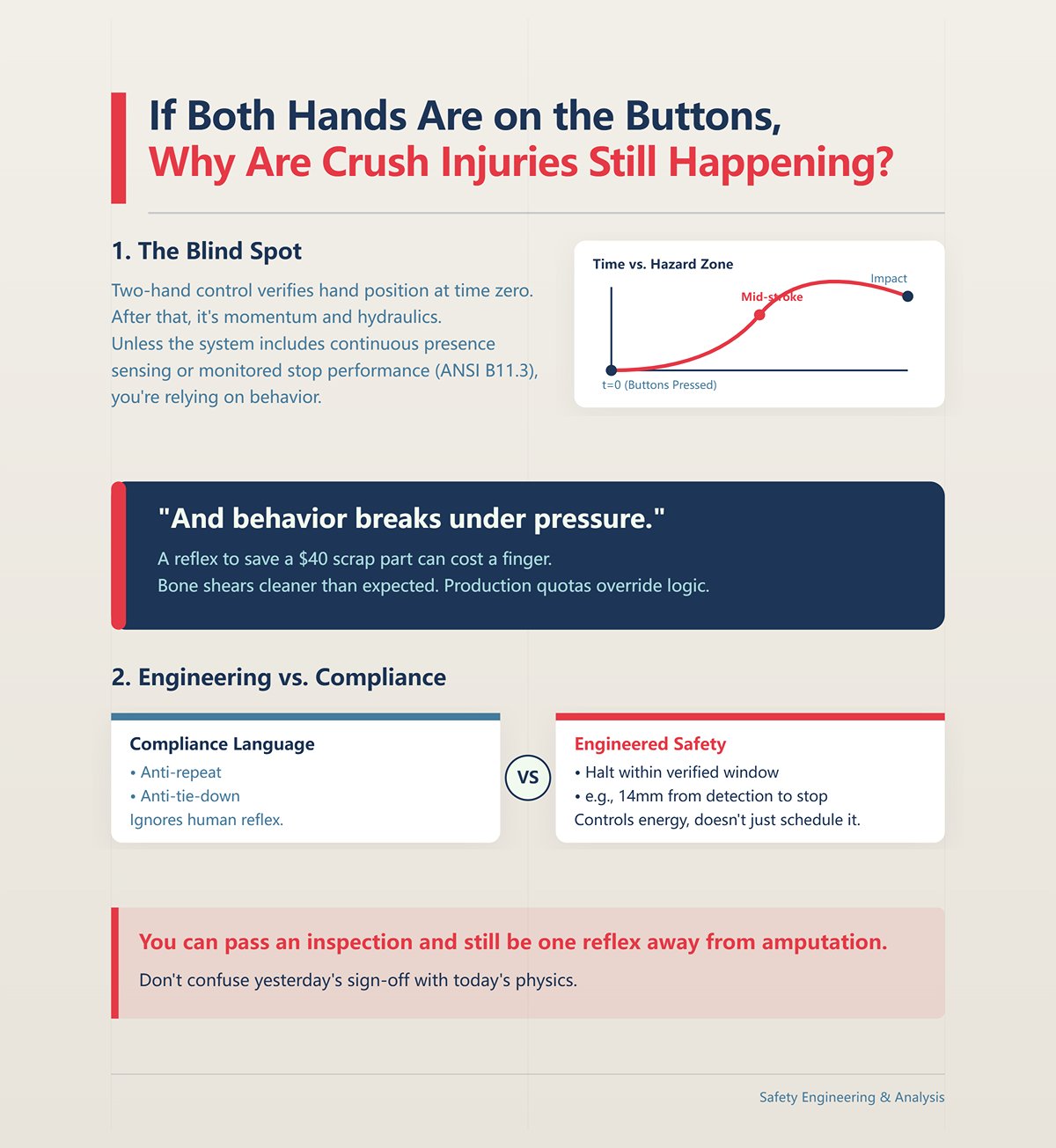
Esse é o ponto cego. O controlo de duas mãos verifica a posição das mãos no instante zero. Depois disso, é momento e hidráulica. A menos que o sistema inclua deteção contínua de presença ou um desempenho de paragem monitorizado que cumpra as ANSI B11.3 expectativas atuais, está a depender do comportamento.
E o comportamento falha sob pressão.
Há vinte anos vi um homem perder a ponta do dedo indicador porque tentou “apenas endireitar” uma peça que escorregava durante a descida. O osso corta-se mais limpo do que se imagina. Ele tinha controlo de duas mãos. Também tinha uma meta de produção.
A linguagem da conformidade fala de anti‑repetição e anti‑bloqueio. Não fala do reflexo humano de tentar salvar uma dobra torta que vale quarenta dólares em refugo. A zona de perigo continua aberta assim que o êmbolo se compromete, e se o desempenho de paragem não estiver concebido para interromper dentro de uma janela verificada — pense em 14 mm da deteção à paragem — não estás a controlar energia, estás a agendá-la.
Podes passar numa inspeção e ainda assim estar a um reflexo de uma amputação. Não confundas a aprovação de ontem com a física de hoje, ou a multa que se seguirá terá mais zeros do que o teu bónus trimestral.
Agora troca os botões de palma por retornos mecânicos — cabos nos pulsos que retraem à medida que o êmbolo desce. Já vi operadores apertá-los tanto que deixam sulcos vermelhos, porque o sistema só retrai até ao ponto em que está ajustado.

Faz isso durante oito horas com chapa grossa.
Cada ciclo: braços para a frente para posicionar, tensão nos cabos, ombros a resistir à tração enquanto o êmbolo desce, depois a lutar contra a força da mola ao regressar. Mantém as mãos fora da zona da matriz, sim. Mas também sobrecarrega o manguito rotador milhares de vezes por turno.
Trocaste o risco agudo de esmagamento por tensão cumulativa.
E a tensão não aparece no registo OSHA 300 da mesma forma que uma ponta de dedo decepada. Surge como tempo perdido, pedidos de indemnização laboral com a etiqueta ’sobrecarga“, e um operador de prensa de 52 anos que já não consegue levantar o braço acima do peito. O perigo passou do ponto de aperto para a articulação.
Se o teu dispositivo de segurança protege a máquina mais fiavelmente do que o corpo do operador, o que exatamente estás a otimizar?
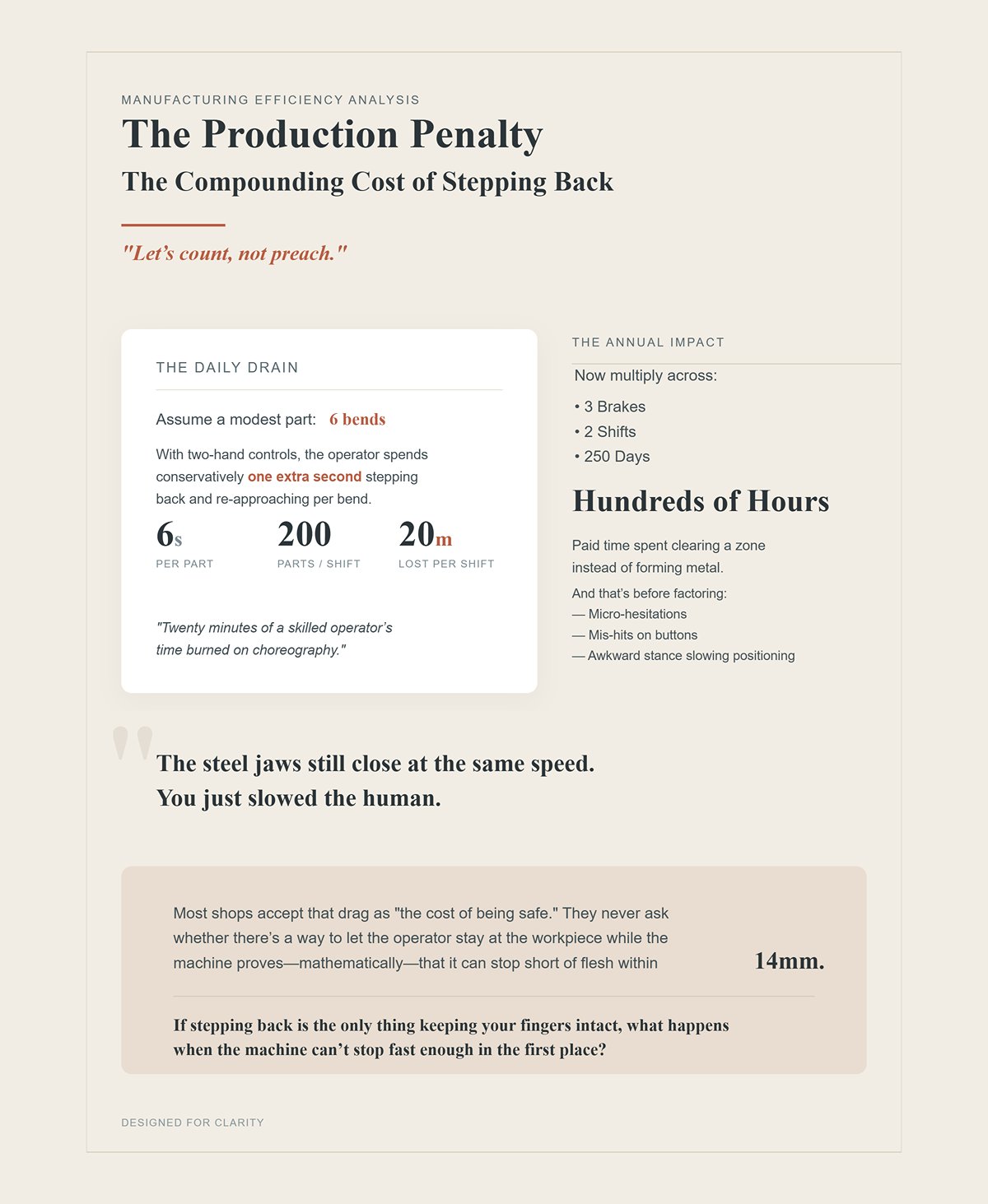
Vamos contar, não pregar moral.
Assume-se uma peça modesta: 6 dobras. Com controlos a duas mãos, o operador gasta — de forma conservadora — um segundo extra a recuar e voltar a aproximar-se por dobra. São 6 segundos por peça. A 200 peças por turno, são 1.200 segundos. Vinte minutos.
Vinte minutos do tempo de um operador qualificado desperdiçados em coreografia.
Agora multiplica por três prensas, dois turnos, 250 dias. Entras em centenas de horas anuais — tempo pago a limpar uma zona em vez de a formar metal. E isso antes de considerares as micro‑hesitações, os erros nos botões, a postura desconfortável que atrasa o posicionamento.
As mandíbulas de aço ainda se fecham à mesma velocidade. Apenas abrandaste o humano.
A maioria das oficinas aceita esse atraso como “o custo de estar seguro”. Nunca questionam se há forma de permitir que o operador permaneça junto à peça enquanto a máquina prova — matematicamente — que pode parar antes de tocar em pele dentro de 14 mm.
Se recuar é a única coisa que mantém os teus dedos intactos, o que acontece quando a máquina não consegue parar suficientemente depressa desde o início?
Estás em frente à prensa, mãos numa aba de 36 polegadas, olhos na ponta do punção. O êmbolo está a descer a velocidade de produção — bem acima de 10 mm/s. O teu instinto diz: se algo correr mal, o sistema de segurança vai pará-lo.
Aqui está a verdadeira pergunta: consegue parar dentro 14 mm de onde estaria o teu dedo?
Não “tem dois botões”. Não “há um laser”. Não “o vendedor disse que está em conformidade”. Sob ANSI B11.3, todo o modelo de risco colapsa numa única medição brutal — a distância que a prensa percorre desde o momento em que é detetado um perigo até ao momento em que o movimento pára completamente. Se essa distância exceder 14 mm à velocidade de produção, não tens proteção de proximidade reduzida. Tens teatro.
E o teatro não abranda o aço.
A prensa dobradora é um conjunto de mandíbulas que se fecham. Os controlos de duas mãos obrigam-te a recuar dos dentes antes da dentada. Um AOPD — dispositivo de proteção optoeletrónico ativo — tenta cronometrar a dentada para que as mandíbulas parem antes de se fecharem completamente. Mas nada disso importa se o desempenho de travagem da máquina não conseguir fisicamente cumprir essa 14 mm margem.
Por isso, antes de perguntares qual o dispositivo de segurança melhor, faz uma pergunta mais difícil: qual é a tua distância real de paragem, medida sob carga, hoje?
A OSHA não se importa com o que instalaste. Importa-se com a relação entre o tempo de paragem e a distância de segurança segundo o 29 CFR 1910 Subparte O. Essa relação é aritmética, não uma opinião.
Eis como isso se aplica na prática.
Se a tua prensa trabalhar mais rápido do que 10 mm/s, ANSI B11.3 não te permite confiar apenas em “velocidade segura”. A essas velocidades, um operador pode alcançar a zona da matriz antes que a prensa consiga desacelerar, a menos que um dispositivo de deteção de presença detete a intrusão e a prensa pare dentro de uma distância verificada — novamente, pensa em 14 mm como o limite crítico para sistemas AOPD de proximidade reduzida.
Agora imagina uma cortina de luz montada a 200 mm do ponto de esmagamento. Se a tua distância de paragem medida for de 120 mm, estás bem — em teoria. Mas se um operador puder estar entre essa cortina e a matriz, sem ser detetado, criaste um ponto cego geométrico. A norma exige explicitamente proteção adicional nesse cenário. Distância sem deteção é uma brecha suficientemente grande para caber uma mão.
Portanto, a verdadeira variável não é o dispositivo. É:
Tempo de paragem × velocidade de aproximação = distância mínima segura.
Se nunca calculaste isso para a tua prensa específica, com a tua condição hidráulica, à tua velocidade de produção, estás a adivinhar. E adivinhar perante um inspetor de conformidade da OSHA transforma-se rapidamente em contraordenações. Eles não multam marcas de sensores. Multam desempenhos de paragem não verificados.
| Tópico | Detalhes |
|---|---|
| Base Regulamentar | A OSHA avalia a conformidade com base na relação entre o tempo de paragem e a distância de segurança de acordo com 29 CFR 1910 Subparte O. Esta relação é aritmética, não opinião. |
| Limitação de Velocidade Segura | Se a velocidade de travagem exceder 10 mm/s, a ANSI B11.3 não permite confiar apenas na “velocidade segura”. |
| Risco a Velocidades Mais Elevadas | A velocidades acima de 10 mm/s, um operador pode atingir o espaço da matriz antes que o pistão desacelere, a menos que um dispositivo de deteção de presença detete a intrusão e pare o pistão dentro de uma distância verificada (por exemplo, limite de 14 mm para sistemas AOPD de proximidade próxima). |
| Exemplo de Cortina de Luz | Uma cortina de luz montada 200 mm do ponto de compressão com uma distância de paragem medida de 120 mm parece conforme no papel. |
| Risco de Ponto Cego Geométrico | Se um operador puder ficar não detetado entre a cortina e a matriz, existe um ponto cego. As normas exigem proteção adicional neste caso. A distância sem deteção cria um risco sério. |
| Fórmula Base | Tempo de paragem × velocidade de aproximação = distância mínima de segurança |
| Risco de Conformidade | Se a distância de paragem não foi calculada para o travão específico, condição hidráulica e velocidade de produção, a conformidade baseia-se em suposições. A OSHA cita desempenhos de paragem não verificados — não marcas de sensores. |
Vamos ser concretos.
Um teste de ultrapassagem mede até onde o êmbolo se desloca depois de iniciado um sinal de paragem. Não o quão rápido devia parar. O quão rápido realmente pára. Sob carga. À temperatura. Nessa máquina.
Faz-se funcionar o êmbolo à velocidade de aproximação normal. Aciona-se uma paragem — através do sistema de controlo ou da função de teste do AOPD. Mede-se a distância desde o sinal até à paragem completa. Esse número é a sua verdade.
Vi travões anunciados como “prontos para AOPD” que ultrapassaram 22 mm numa manhã fria e 18 mm depois do almoço, quando o óleo afinou. Ambos os números excedem 14 mm. Ambos os números desqualificam a máquina para uma verdadeira proteção de proximidade reduzida ao abrigo das ANSI B11.3 expectativas.
E aqui está o ponto crucial: a orientação da OSHA exige que o desempenho de paragem seja monitorizado quanto a desvios em cada ciclo. Não uma vez por ano. Não “quando a manutenção tiver tempo”. Se o seu tempo de paragem se desviar e não for detetado, a sua distância de segurança calculada é ficção.
A ficção é cara. Os inspetores não discutem as suas intenções; medem os seus números.
Portanto, quando uma oficina me diz: “Instalámos lasers, estamos protegidos”, a minha primeira pergunta é simples: mostrem-me o vosso último teste documentado de distância de paragem. Se não conseguirem, toda a narrativa de segurança desmorona em cerca de trinta segundos.
Se não conseguir provar que o êmbolo pára antes de atingir carne dentro de 14 mm, não tem segurança projetada. Tem otimismo com cablagem.
Agora chegamos à parte que ninguém quer ouvir.
Os AOPDs são dispositivos brutalmente honestos. Muitos sistemas construídos para ANSI B11.3 não permitem que o travão funcione à velocidade máxima se o laser falhar. Alguns não funcionam de todo. Isso não é uma falha de conceção — é a norma a forçar uma escolha: reparar a proteção ou parar a produção.
Mas é aqui que as oficinas se queimam.
Eles montam um AOPD moderno num sistema hidráulico com 20 anos, com válvulas proporcionais gastas, carretos presos e resposta marginal da bomba. O sensor deteta intrusão em milissegundos. O controlo envia um comando de paragem instantaneamente. A válvula hesita. A pressão esvai-se lentamente. O êmbolo continua a deslizar.
A deteção é rápida. A desaceleração não.
Se o seu circuito hidráulico não consegue libertar pressão e fechar o fluxo suficientemente rápido para cumprir essa 14 mm janela de paragem, o sensor mais sofisticado do mundo não o pode salvar. Torna-se testemunha da falha.
Auditei máquinas que eram mecanicamente incapazes de se qualificar para AOPD de proximidade devido à distância de paragem exceder a janela permitida. A norma é clara: travões que não conseguem parar fiavelmente dentro dessa distância não funcionam de forma adequada para serem equipados com esse método de proteção. Não pode resolver o problema de óleo lento com software.
Assim, aqui está o teste de realidade.
Antes de orçamentar lasers, antes de prometer aos operadores que podem permanecer junto à peça sem recuar, teste a máquina. Verifique a distância de paragem. Avalie o tempo de resposta da válvula, a queda da pressão hidráulica e a latência do controlo como um sistema.
Porque se o seu êmbolo não consegue parar dentro de 14 mm, todos os outros dispositivos de segurança do mundo são apenas teatro — e a multa que se segue não vai importar quão avançado o seu sensor parecia na brochura.
Digamos que o seu travão hidráulico de 1992 ultrapassa 18 mm depois do almoço e 22 mm num arranque a frio. Fez o teste. Tem os números. Tão perto de 14 mm que quase o consegue alcançar — e ainda fora da janela para verdadeira proteção de proximidade ao abrigo de ANSI B11.3.
Então quais são as suas opções?
Se a máquina não consegue parar fisicamente dentro de 14 mm, tem três caminhos honestos. Um: reconstruir a resposta hidráulica — válvulas, selos, queda de pressão, latência de controlo — até que o tempo de paragem seja qualificado. Dois: mover o dispositivo de deteção de presença mais afastado da matriz para corresponder à distância real de paragem, o que aumenta a distância de segurança e obriga o operador a recuar. Três: recorrer ao controlo a duas mãos ou à proteção perimetral e aceitar o impacto na produção.
É isso. Não existe uma quarta opção.
Mas quando a máquina pode cumpre o requisito de paragem — verificado, documentado, monitorizado a cada curso — é aí que o Dispositivo Ativo Optoeletrónico mostra o seu valor. Ao contrário dos controlos de duas mãos que obrigam o operador a afastar-se das mandíbulas de aço, um AOPD acompanha o movimento do êmbolo para baixo, protegendo o ponto real de mordida até atingir o ponto de silenciamento. A proteção vive onde o perigo vive.
E é aí que está o ponto de viragem.
Os controlos de duas mãos protegem o início do movimento. O AOPD protege o movimento perigoso.
Se o teu dispositivo de segurança protege a máquina mais fiavelmente do que o corpo do operador, o que exatamente estás a otimizar?
Imagine um travão de 3 metros a dobrar uma caixa rasa. Uma cortina de luz padrão é montada a 200 mm do espaço da matriz para satisfazer a distância de segurança calculada com base no tempo de paragem. O operador carrega a chapa, o êmbolo começa a descer e, a meio do curso, a aba de retorno quebra o feixe.
Parar. Repor. Ciclar novamente.
Esse é o disparo incómodo de que todos reclamam.
O problema não é a cortina. É a geometria.
As cortinas de luz tradicionais criam uma parede vertical de deteção. Qualquer coisa que entre nessa parede pára o curso. Isso é perfeito quando o objetivo é manter todo o pessoal fora de toda a zona de perigo durante cursos completos — especialmente em peças grandes ou espaços de trabalho partilhados. Mas durante trabalhos de dobra de caixas ou aba, a própria peça torna-se o intruso.
Os sistemas AOPD com laser de proximidade reduzida funcionam de forma diferente. Projetam um campo de deteção estreito apenas a milímetros acima da abertura da matriz e acompanham o êmbolo até ao ponto de silenciamento programado. Em vez de proteger o espaço vazio a 200 mm de distância, protegem diretamente o ponto de aperto — e param o êmbolo se algo entrar nessa zona antes da profundidade de silenciamento.
Sem zonas cegas entre cortina e matriz. Sem recuar. Sem quebras de feixe a meio do curso provocadas pela geometria da peça.
Os sistemas modernos permitem até alternar entre modos — laser para dobras apertadas de caixas, cortina de luz para ferramentas altas ou proteção de altura total — através do HMI, com monitorização do tempo de paragem ativa em ambos. Essa abordagem híbrida elimina o velho argumento do “ou isto ou aquilo”.
O disparo incómodo não era prova de que as cortinas de luz são inúteis. Era prova de que a proteção baseada na distância e o trabalho no ponto de operação estão a resolver problemas diferentes.
Monte uma cortina suficientemente afastada para satisfazer a sua distância real de paragem e perde proximidade. Monte-a perto sem qualificar o tempo de paragem e perde conformidade.
E se o seu cálculo de distância de segurança não corresponder ao seu desempenho documentado de paragem, acabou de entregar a um inspetor uma contraordenação com o seu nome.
Agora entramos na parte que as oficinas fazem mal.
Durante uma dobra em caixa, a aba deve entrar no campo de deteção. Se o sistema parasse sempre que o metal cruzasse o feixe, nunca terminarias uma peça. Por isso usamos o “muting” — um ponto programado no curso em que o AOPD permite que o material entre porque a folga restante é inferior à distância de segurança validada.
Feito corretamente, o “muting” está diretamente ligado à distância de paragem medida. Se a tua ultrapassagem verificada for 13 mm, o ponto de “muting” é definido de modo a que o martelo não possa percorrer mais do que essa distância restante antes da paragem completa.
Feito de forma descuidada, os operadores “bloqueiam” zonas ou desativam o dispositivo por conveniência.
A supressão generalizada dá a sensação de produtividade. Até que alguém coloque a mão durante essa janela sem proteção.
De acordo com a norma ANSI B11.3, o “muting” deve ser controlado, documentado e ligado ao desempenho de paragem dessa máquina específica. Muitos AOPDs modernos monitorizam o tempo de paragem em cada curso e bloqueiam a máquina se a variação exceder os limites permitidos. Isso não é o sistema a ser difícil. É ele a impedir que o teu cálculo de “muting” se torne ficção.
Já vi fábricas desativarem a monitorização do tempo de paragem porque os bloqueios “de incómodo” abrandavam a produção. Continuavam a “operar os lasers”.”
Ele está “em conformidade”.”
Até ao momento em que o relatório de inspeção compara os dados de paragem registados com a fórmula de distância de segurança exigida pelo 29 CFR 1910 Subparte O.
Não podes anular as leis da física. E não podes discutir aritmética com um inspetor de conformidade munido de uma fita métrica e dos teus próprios registos de manutenção.
Vamos falar de produtividade.
Num sistema de controlo a duas mãos, observa um operador experiente a fazer 200 pequenos suportes. As mãos largam a peça. Prime os botões. Espera pela descida. As mãos regressam. Reposiciona.
Essa microsequência demora talvez meio segundo a mais por ciclo do que permanecer junto à peça.
Meio segundo parece trivial. Em 200 peças, são 100 segundos. Em 1 000 peças, são mais de oito minutos. E isso antes de contabilizares as micro‑hesitações, os erros ao premir botões, a posição desconfortável que torna o posicionamento mais lento.
Com um AOPD de proximidade reduzida, as mãos do operador nunca deixam a peça, a menos que ele o escolha. O martelo desce à velocidade normal, com a proteção ativa até ao “mute”. Sem recuar. Sem estender as mãos para os botões. Apenas carregar, alinhar, ciclar, repetir.
As fábricas esperam que a segurança custe tempo. Quando mudam do controlo a duas mãos para um AOPD devidamente configurado num prensa‑chapa que se qualifica dentro de 14 mm, muitas vezes ficam surpreendidas ao ver tempos de ciclo iguais ou mais rápidos — porque o movimento do operador ficou mais curto.
Movimento mais curto. Menos fadiga. Menos micro‑atrasos.
Mas isto só é válido se o desempenho de paragem da máquina for real e estável. Se o atraso hidráulico o obrigar a colocar a proteção mais longe, volta a sair da zona e perde essa eficiência.
Então aqui está o limite rigoroso.
Se o seu travão não conseguir parar de forma fiável dentro de 14 mm, ou corrige a hidráulica, aceita uma distância de segurança aumentada com menor proximidade, ou mantém os controlos de duas mãos e uma produção mais lenta. O AOPD não é magia. É matemática movida a óleo e aço.
E se afirmar proteção de proximidade reduzida sem dados documentados de paragem para comprovar, o ganho de produção não vai importar quando a multa chegar à sua secretária.
No outono passado estive ao lado de uma prensa de 10 pés enquanto um inspetor de conformidade da OSHA folheava um dossier e perguntava três coisas: os resultados mais recentes do teste de tempo de paragem, prova da avaliação de risco de acordo com ANSI B11.3, e registos que mostrassem que o monitor de tempo de paragem não tinha sido contornado. A oficina tinha lasers no carro. O proprietário repetia: “Estamos cobertos.”
O inspetor não se importou com o equipamento. Importou-se com os números.
Ele queria o sobrecurso documentado em milímetros à temperatura de funcionamento total, confirmação de que o sistema parava dentro de 14 mm na carga de pior caso, e evidência de que os pontos de neutralização foram calculados a partir desses dados — não adivinhados. Comparou a distância de paragem registada com a profundidade de neutralização configurada. Depois pediu os registos de manutenção para provar que o desempenho não tinha derivado.
É isto que significa “pronto para inspeção” na prática: distância de paragem medida (a frio e a quente), distância de segurança calculada, lógica de neutralização ligada, monitoramento automático do tempo de paragem ativado, e uma avaliação de risco em arquivo referindo ANSI B11.3 e metodologia B11.0. Não é um autocolante. Não é um folheto de vendas. É aritmética que pode defender.
E se a sua documentação disser 14 mm mas a sua última paragem verificada foi de 18, essa multa vem com juros.
Agora vamos falar sobre onde a matemática encontra o mundo real.
Imagine uma caixa de quatro lados, abas de 3 polegadas em todos os lados. Na terceira dobra, essas abas levantam-se como hastes. À medida que o carro desce, a própria peça entra no campo de deteção. Com uma cortina de luz tradicional montada a dois pés de distância, está a neutralizar zonas à esquerda e à direita só para acabar a peça.
Neutralizar não é mau. Neutralizar às cegas é.
De acordo com a norma ANSI B11.3, o AOPD de proximidade reduzida só é permitido após uma avaliação de risco documentada. Essa avaliação deve considerar a geometria da peça, altura da ferramenta, alcance do operador e o desempenho de paragem validado da máquina. Se a aba obrigar as mãos do operador a ficarem dentro dessa 14 mm parar a janela antes do modo silencioso, ou ajusta o processo ou muda de modo.
Os sistemas modernos permitem alternar de laser para cortina através do HMI, com monitorização do tempo de paragem ativa em ambos. Essa configuração híbrida trata talvez 95% da conformação típica. Os restantes 5%—caixas apertadas, ferramentas altas, rebatidas difíceis—exigem disciplina. Às vezes isso significa modo de velocidade segura para parte do curso. Outras vezes significa reordenar dobras para manter as mãos afastadas durante a velocidade máxima.
O que nunca significa é desativar o dispositivo porque “a peça está sempre a acioná‑lo”.”
Uma vez vi um jovem operador esticar o braço por uma zona parcialmente silenciada para segurar a parede de uma caixa. O avanço foi maior do que o esperado—atraso hidráulico numa manhã fria. Perdeu a ponta do dedo indicador. Corte limpo. Sem drama. Apenas mandíbulas de aço a fechar alguns milímetros além do que a papelada assumia.
Pode discutir com horários de produção. Não pode discutir com a viscosidade do óleo e a gravidade.
Se a sua avaliação de risco não abordar a geometria complexa explicitamente, um inspetor irá—e calculará o custo dessa omissão de acordo.
Agora pegue numa peça com dois polegadas de largura. As pontas dos dedos do operador ficam naturalmente a menos de uma polegada da abertura da matriz durante o alinhamento. A toda a velocidade de aproximação, a sua única proteção é a capacidade do AOPD de detetar intrusão e comandar a paragem antes de o avanço percorrer mais de 14 mm.
Isso assume que os seus sistemas hidráulicos respondem instantânea e repetidamente.
Em prensas mais antigas, o tempo de resposta da válvula cria uma folga mensurável entre o sinal de paragem e a paragem mecânica. Registei máquinas que cumpriam a especificação quentes mas a excediam frias por vários milímetros. Essa variação obriga a uma de duas escolhas: aumentar a distância de segurança—matando a proximidade—ou limitar o avanço a ≤10mm/s durante todo o curso.
Dez milímetros por segundo.
A essa velocidade, apagou a vantagem de produtividade sobre os controlos de duas mãos. Os tempos de ciclo aumentam. Os operadores ficam impacientes. A gestão começa a perguntar por que razão a prensa laser “mais rápida” parece lenta.
Porque a física define o limite.
Os modos de velocidade segura existem por um motivo. Use velocidade máxima na aproximação com AOPD ativo quando validado. Transição para velocidade segura quando as mãos têm de permanecer próximas e a geometria não permite uma separação de silencioso fiável. Programe. Documente. Forme para isso.
Se o teu dispositivo de segurança protege a máquina mais fiavelmente do que o corpo do operador, o que exatamente estás a otimizar?
Execute peças pequenas a toda a velocidade sem dados de paragem verificados, e não está apenas a arriscar dedos—está a apostar numa multa que indicará a sua velocidade máxima de avanço em tinta preta.
É aqui que a maioria das oficinas perde tanto segurança como produção: instalam AOPD e esquecem-no.
Lentes de laser acumulam névoa de óleo. Suportes de montagem são deslocados durante as trocas de matriz. Chicotes de cabos ficam soltos. O sistema continua a ligar. O indicador permanece verde. Mas o alinhamento deriva um milímetro de cada vez.
Os AOPDs modernos com monitorização do tempo de paragem integrada detetarão desvios e forçarão a velocidade segura ou bloqueio da máquina. Os operadores detestam isso. Os supervisores detestam ainda mais. Então alguém desativa a monitorização “temporariamente”.”
Ele está “em conformidade”.”
Até ao dia em que a contaminação provoca falhas intermitentes na deteção e a máquina regressa a ≤10mm/s a cada duas passagens. A produção afunda. Ou pior, o sistema falha em detetar uma mão durante uma aproximação de alta velocidade porque a geometria do feixe desviou‑se da tolerância calibrada.
Inspeção visual diária. Limpeza semanal. Verificação documentada trimestral do tempo de paragem sob carga total. Revisão anual da avaliação de riscos. Isso não são tarefas burocráticas; são o que mantém a 14 mm promessa real em vez de teórica.
A forma mais rápida de perder tanto a proteção como a produtividade é assumir que o sensor o vai salvar enquanto ignora a válvula que não consegue cumprir a especificação ou a lente que não limpa há seis meses.
Se ignorar essa disciplina, a próxima pessoa a calcular a sua distância de paragem estará a usar um crachá e a escrever números que começam com um símbolo de dólar.
Não se mantém pronto para inspeção comprando um laser. Mantém-se pronto para inspeção construindo um sistema de controlo que possa provar, a pedido, que o seu êmbolo irá parar dentro de 14 mm sob condições reais de produção.
É aqui que a maioria das oficinas falha. Tratam o AOPD como uma atualização de produtividade e a conformidade como um dossier numa prateleira. Sob ANSI B11.3, essas duas coisas são a mesma. Se a sua proteção não é fiável, validada e documentada antes da primeira execução de produção, não está em conformidade — apenas tem sorte. E a sorte acaba no dia em que um inspetor pedir a sua última verificação do tempo de paragem sob tonelagem total.
Então a questão não é “Tenho um laser?”
É “Consigo defender cada milímetro de deslocamento do êmbolo entre deteção e paragem?”
“Fiabilidade no controlo” significa que uma falha única não pode resultar na perda da função de segurança. Canais duplos. Feedback monitorizado. Válvulas redundantes. Deteção de falhas que força um estado seguro. Essa é a linguagem de ANSI B11.3 e da família B11 mais abrangente.
Uma cortina de luz independente ligada a um circuito de embraiagem antigo não é isso. Também não é um laser ligado a uma única válvula solenóide sem monitorização da posição do êmbolo. Se a válvula ficar presa e o êmbolo ultrapassar 14 mm, o seu sensor fez o seu trabalho. A sua hidráulica não. E a norma não avalia pelo esforço.
Integração significa que o sinal AOPD alimenta um sistema de controlo de segurança que monitoriza o tempo de paragem de forma contínua ou em intervalos definidos. Significa que as suas válvulas hidráulicas foram concebidas ou adaptadas para redundância e auto-verificação. Significa que uma falha força velocidade segura ou bloqueio — não “ciclo de qualquer maneira”.”
É aí que a maioria das adaptações falha. As oficinas adicionam um sensor premium a uma arquitetura de controlo construída em 1992 e chamam-lhe moderna. Ele está “em conformidade”.”
Até que um inspetor trace o circuito de segurança, veja que não há monitorização da resposta da válvula e pergunte como garante a distância de paragem que justifica a operação de proximidade. É então que a conversa se transforma numa multa com vírgulas.
Se o teu dispositivo de segurança protege a máquina mais fiavelmente do que o corpo do operador, o que exatamente estás a otimizar?
Não começas com uma citação. Começas com uma avaliação de riscos.
Antes de uma ordem de compra sair da tua secretária, documentas: modelo da máquina, tonelagem, tempo de paragem medido a quente e a frio, alturas das ferramentas, geometrias típicas das peças, alcances dos operadores e quais os trabalhos que se enquadram nessa 14 mm janela de elegibilidade. Se a máquina não conseguir parar de forma consistente dentro dessa janela, a norma é clara: não está a funcionar de forma suficientemente adequada para ser equipada com AOPD de proximidade reduzida.
Isso não é uma preferência. É uma desqualificação.
Agora vem a parte não óbvia: essa avaliação protege tanto a produção como a segurança. Quando mapeias quais os trabalhos que requerem modos híbridos — laser mais cortina, ou laser mais velocidade segura — evitas o pânico de sexta‑feira à tarde em que alguém desativa um canal porque “a peça está sempre a provocar disparos.” Já definiste que 5% dos trabalhos necessitam de proteção alternativa e programaste tudo em conformidade.
Os inspetores não esperam perfeição. Esperam evidências. Uma avaliação de risco por escrito que refira ANSI B11.3 cláusulas, testes de tempo de paragem documentados sob carga e modos de proteção definidos por família de trabalho mostra‑lhes que estás a gerir o risco, não a reagir a ele.
Explica‑lhes esses cálculos com calma.
Ou deixa que o façam por ti, com uma calculadora e uma tabela de penalizações.
Os controlos a duas mãos treinaram uma geração a afastar‑se das garras e a manter os botões premidos até faltarem um quarto de polegada. Isso não é apenas um método; é memória muscular. Quando se passa para a operação com pedal e AOPD de proximidade reduzida, está‑se a pedir aos operadores que segurem as peças perto do aço em movimento e confiem no tempo de paragem.
A confiança não vem de um manual. Vem da demonstração.
Mostra‑lhes a distância de paragem medida. Explica‑lhes o que 14 mm significa no espaço físico — menos do que a espessura do dedo mindinho. Demonstra as condições de falha: bloqueia o feixe, observa a máquina reduzir para velocidade segura. Simula uma avaria de válvula e mostra o bloqueio. Agora o sistema já não é magia; é previsível.
E isso antes de ainda considerares as micro‑hesitações, os toques falhados nos botões, a postura desconfortável que atrasa o posicionamento. Quando os operadores percebem que podem estabilizar pequenas peças naturalmente, acionar com o pedal e manter a velocidade total de aproximação porque o tempo de paragem foi validado, o fluxo produtivo deixa de entrar em conflito com a segurança.
Mas também deves treinar os limites. Quais trabalhos requerem velocidade segura. Quais exigem comutação para o modo de cortina. Quais exigem regressar ao controlo a duas mãos porque a geometria impede a deteção por proximidade. O AOPD supera os controlos a duas mãos onde ambos são viáveis; não os elimina da tua caixa de ferramentas.
Deixa isso claro, ou um operador irá improvisar.
E improvisação é o que os inspetores chamam de “intencional”.”
Aqui está a perspetiva que quero que mantenhas: conformidade não é uma escolha de dispositivo. É uma cadeia de física defensável, ligada à fiabilidade do controlo, documentada antes da produção e reforçada até reprogramar a memória muscular.
Quando constróis o sistema dessa forma, as garras de aço não ficam mais lentas. Tornam‑se previsíveis. E previsibilidade é o que te permite operar à velocidade máxima sem apostar em dedos ou multas.
Agora olhe para o seu travão mais antigo e faça a si mesmo uma pergunta difícil: consegue ele realmente parar a tempo 14 mm—frio, carregado e verificado—ou está a desenhar uma estratégia de segurança em torno de uma máquina que nunca foi elegível desde o início?


















