

Vi observar cómo un soporte de acero inoxidable 304 de 0.125 pulgadas se partió justo en el radio exterior dentro de una matriz en V de 1.000 pulgadas. El mismo montaje había estado doblando acero A36 de 0.125 pulgadas toda la mañana sin dejar marca. Mismo punzón. Mismo tope trasero. Misma regla de “8× el espesor”.
Un material se dobló limpiamente. El otro se convirtió en chatarra costosa.
Si la regla era sólida, ¿por qué falló en el instante en que cambiamos las chapas?
La regla de “8× el espesor” dice: toma el espesor de tu material, multiplícalo por ocho, elige esa abertura en V y listo. Para material de 0.125 pulgadas, eso es una matriz de 1.000 pulgadas. Simple. Rápido. Generalmente aceptable.
Generalmente.
Lo que nadie escribe en la hoja de configuración es la letra pequeña: esa regla nació alrededor de acero dulce con resistencia a la tracción de 60,000 PSI en el doblado al aire. Si cambias la resistencia, cambias la deformación en las fibras exteriores. Si cambias la deformación, cambias si la pieza se dobla o se agrieta.
Entonces, ¿qué está asumiendo exactamente la regla?
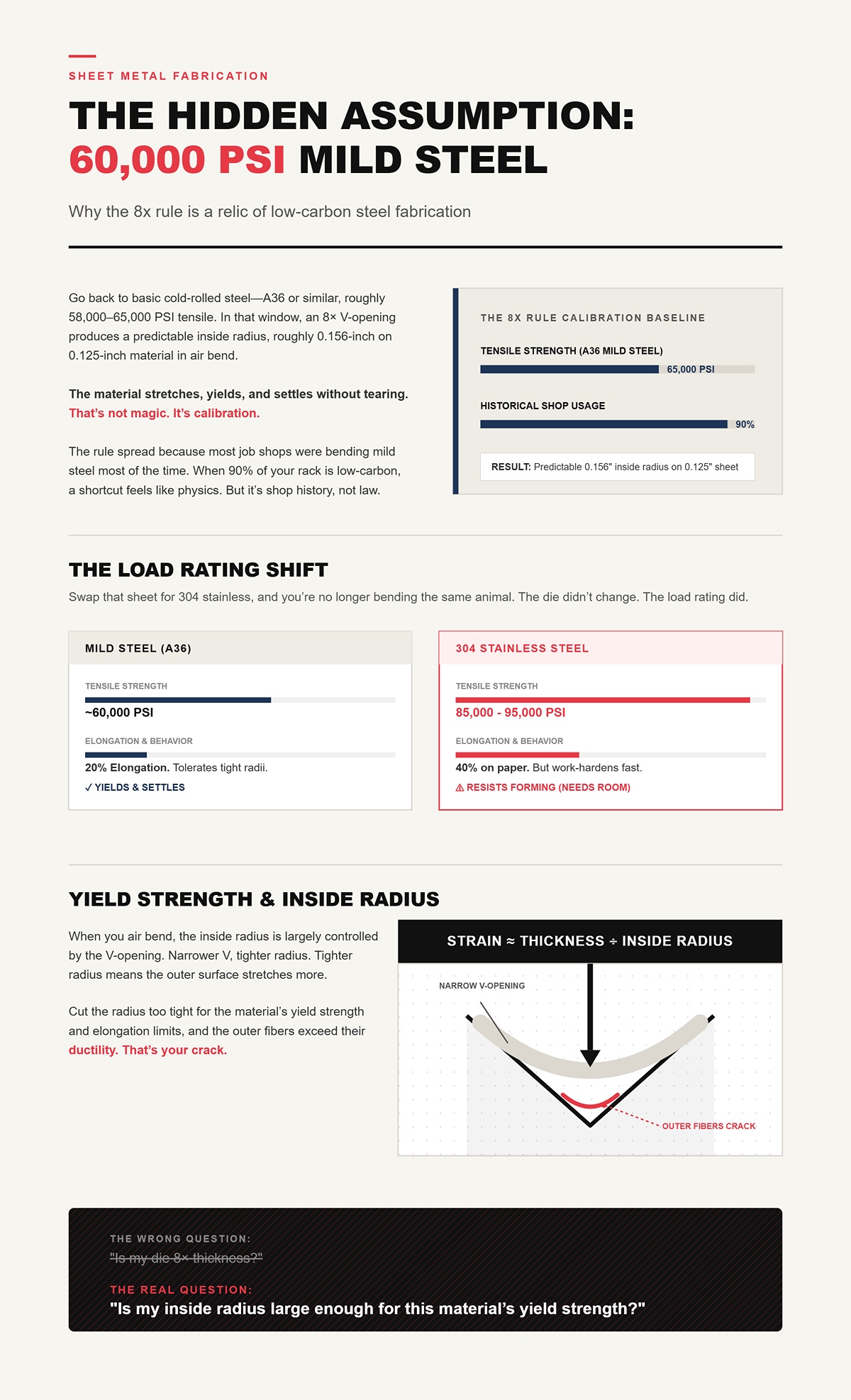
Regresa al acero laminado en frío básico: A36 o similar, con una resistencia a la tracción de aproximadamente 58,000–65,000 PSI. En ese rango, una abertura en V de 8× produce un radio interior predecible, de aproximadamente 0.156 pulgadas en material de 0.125 pulgadas doblado al aire. El material se estira, fluye y se asienta sin desgarrarse.
No es magia. Es calibración.
La regla se propagó porque la mayoría de los talleres doblaban acero dulce la mayor parte del tiempo. Cuando el 90 % de tu almacén es bajo en carbono, un atajo parece física. Pero es historia de taller, no una ley universal.
Cambia esa chapa por acero inoxidable 304 con resistencia a la tracción de 85,000–95,000 PSI, y ya no estás doblando el mismo animal. La matriz no cambió. La clasificación de carga sí.
Y la clasificación de carga lo es todo.
Cuando doblas al aire, el radio interior está controlado en gran parte por la abertura en V. Una V más estrecha, radio más cerrado. Radio más cerrado significa que la superficie exterior se estira más.
La deformación en la fibra exterior es aproximadamente proporcional al espesor dividido por el radio interior. Si se reduce demasiado el radio para la resistencia al límite elástico y los límites de elongación del material, las fibras exteriores superan su ductilidad. Ahí está tu grieta.
El acero dulce puede tolerar una elongación del 20 %. El acero inoxidable 304 puede anunciar una elongación del 40 % en papel, pero se endurece por trabajo rápidamente y resiste el conformado con radios más cerrados a menos que le des espacio. ¿Aceros de alta resistencia? Aún menos tolerantes.
Así que la pregunta real no es “¿Mi matriz es 8× el espesor?”
Es “¿Es mi radio interior lo suficientemente grande para el límite elástico de este material?”

Imagina la chapa apoyada sobre los hombros de la matriz como un puente entre dos soportes. El punzón presiona el centro hacia abajo. Cuanto más estrecho el tramo, más aguda la curva.
Agudiza esa curva y las fibras exteriores recorren más distancia que las interiores. Se estiran. Más allá del límite elástico, se deforman plásticamente. Empuja más y se estrangulan. Empuja aún más y se rompen.
En acero dulce de 0,125 pulgadas en una V de 1,000 pulgadas, la deformación se mantiene dentro de una ventana segura. Coloca acero 304 de 0,125 pulgadas en esa misma V de 1,000 pulgadas y estás pidiendo a un material de límite elástico más alto que se estire hasta el mismo radio estrecho. Opondrá más resistencia, recuperará más, y concentrará la tensión más intensamente en la línea de pliegue.
Esa es la brecha de deformación: la diferencia entre lo que exige la matriz y lo que el material puede tolerar.
Cierra esa brecha de forma incorrecta y obtendrás chatarra costosa.
Toma acero dulce de 0,125 pulgadas a 60.000 PSI y acero de alta resistencia de 0,125 pulgadas a 100.000 PSI. El espesor es idéntico. La regla de 8× les da a ambos una V de 1,000 pulgadas.
Pero la chapa de mayor resistencia requiere más esfuerzo para alcanzar el límite elástico. Para mantener la deformación de las fibras exteriores dentro de los límites, aumentas el radio interior. En el doblado al aire, aumentar el radio interior significa ensanchar la abertura en V—quizás 10× o incluso 12× el espesor, dependiendo del grado.
Mismo espesor. Matriz más ancha.
Eso parece incorrecto si has memorizado el 8× como dogma. Pero se siente correcto cuando ya has agrietado unas cuantas placas endurecidas de varios cientos de dólares y tuviste que explicárselo al departamento de compras.
Y ensanchar la matriz cambia algo más que el radio.
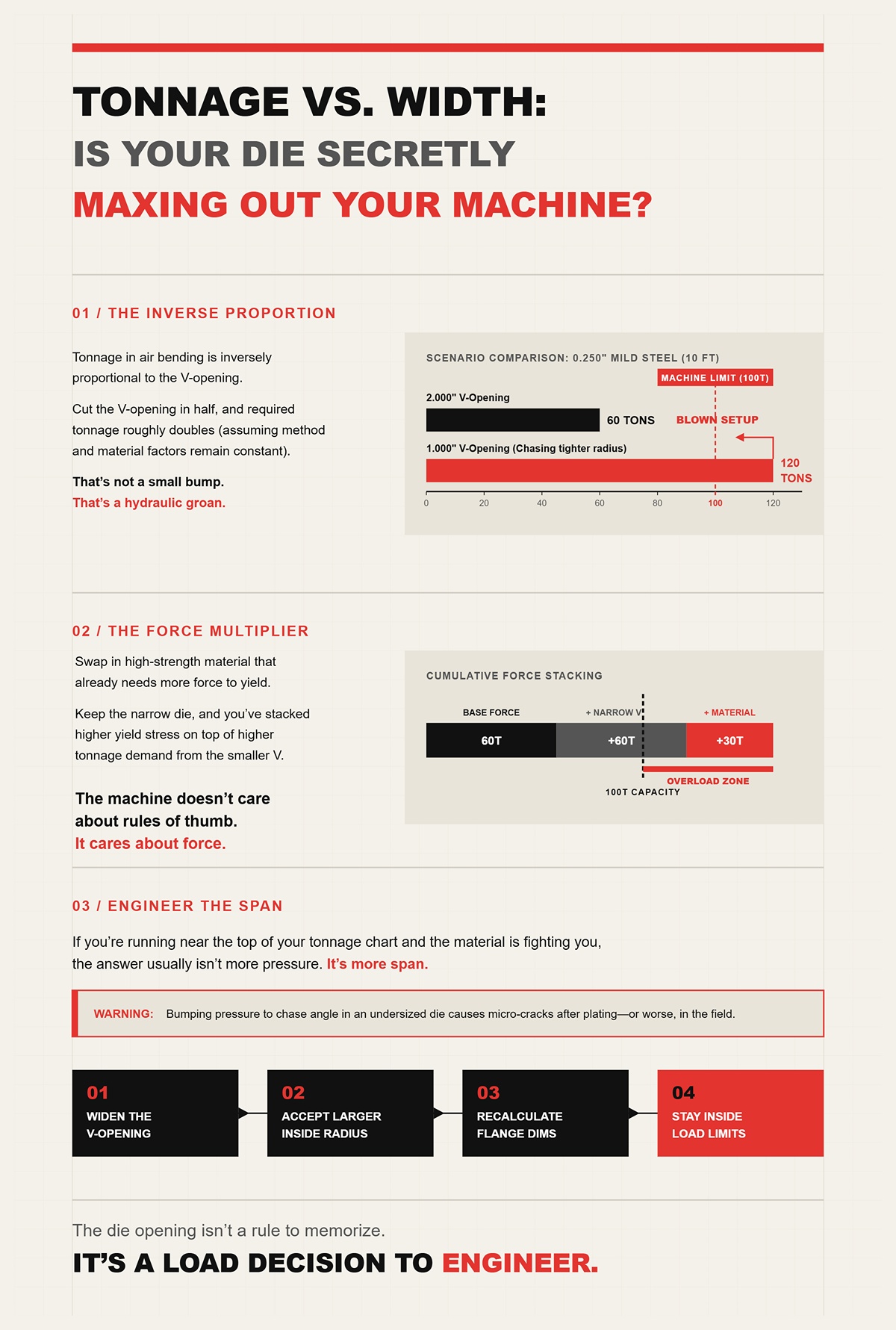
Aquí está la parte que los operadores pasan por alto: el tonelaje en el doblado al aire es inversamente proporcional a la abertura en V.
Reduce la abertura en V a la mitad, y el tonelaje requerido aproximadamente se duplica (con el factor del método y del material constantes). No es un pequeño incremento. Es un quejido hidráulico.
Digamos que estás doblando acero dulce de 0,250 pulgadas en una V de 2,000 pulgadas y trabajas con 60 toneladas en 10 pies. Pasa a una V de 1,000 pulgadas buscando un radio más cerrado y estarás cerca de 120 toneladas (consulta tu tabla antes de intentarlo). En una máquina de 100 toneladas, eso no es teoría. Es un montaje arruinado.
Ahora cambia a un material de alta resistencia que ya necesita más fuerza para fluir. Mantén la matriz estrecha, y habrás sumado un esfuerzo de fluencia más alto sobre una demanda de tonelaje mayor debido a la V más pequeña.
La máquina no se preocupa por las reglas prácticas. Se preocupa por la fuerza.
He visto operadores aumentar la presión para alcanzar el ángulo en acero inoxidable usando una matriz subdimensionada. El ángulo aparece. La pieza parece correcta. Luego aparecen microgrietas después del recubrimiento—o peor, en el campo.
Si estás trabajando cerca del límite de tu tabla de tonelaje y el material está ofreciendo resistencia, la respuesta normalmente no es más presión.
Es más amplitud.
Amplía la abertura en V. Acepta un radio interior natural más grande. Recalcula las dimensiones del ala. Mantente dentro de los límites de deformación del material y de carga de tu máquina.
Al final de esto, deberías sentirte incómodo recurriendo a 8× el espesor sin verificar primero la resistencia al rendimiento.
Bien.
Porque la abertura de la matriz no es una regla para memorizar.
Es una decisión de carga para diseñar.
Observé una lámina de acero inoxidable 304 de 0.125 pulgadas doblarse en tres matrices diferentes—una V de 0.750 pulgadas, una V de 1.000 pulgadas y una V de 1.500 pulgadas—con el mismo punzón, la misma plegadora y el mismo operador. El radio interior cambió tanto que la pieza no encajaba en el mismo bloque de galga dos veces. Nada más se movió. Solo la abertura en V.
Entonces, si 8× el espesor no es confiable, ¿cómo eliges realmente la matriz?
Comienzas entendiendo lo que realmente hace la matriz. En el doblado al aire, la abertura en V no es un “soporte”. Es el tramo de un puente. La lámina se apoya sobre los hombros de la matriz y el punzón presiona el centro hacia abajo. Esa anchura del tramo determina cuán ajustado tiene que curvarse el material para alcanzar 90 grados. Cambia el tramo y cambias la curvatura. Cambia la curvatura y cambias la deformación de la fibra exterior, el tonelaje y el rebote. No es opinión. Es mecánica.
Y una vez que ves eso, dejas de preguntar “¿Cuál es la regla?” y empiezas a preguntar “¿Qué radio produce este tramo?”
Toma acero dulce de 0.125 pulgadas en una abertura en V de 1.000 pulgadas. En doblado al aire, no obtienes un radio interior de 0.031 pulgadas porque la punta del punzón sea afilada. Obtienes aproximadamente un radio interior de 0.125 pulgadas. El material “flota” entre los hombros de la matriz y se asienta en su propia curva.
Esa curva no es aleatoria.
El material forma un radio natural basado en qué tan separados están esos hombros. V más ancha, radio natural más grande. V más estrecha, radio natural más ajustado. No estás eligiendo una matriz para “ajustarse” al espesor. Estás eligiendo una matriz para producir un radio interior específico, lo sepas o no.
Lo que significa que si tu plano especifica un radio interior de 0.250 pulgadas en material de 0.125 pulgadas, no comienzas con el espesor. Comienzas resolviendo hacia atrás la abertura en V que permitirá flotar ese radio.
Entonces, ¿cuál es la relación?
Para acero dulce de hasta aproximadamente 0,500 pulgadas de espesor, el radio interior en el doblado al aire es aproximadamente de 15% a 20% de la abertura en V. Muchos cuadros simplifican eso como R ≈ V ÷ 8 para material con resistencia a la tracción de 60.000 PSI. De ahí provino el antiguo atajo de 8× el espesor. En acero dulce de 0,125 pulgadas, una V de 1,000 pulgadas dividida entre 8 te da aproximadamente un radio interior de 0,125 pulgadas.
Pero observa lo que realmente está sucediendo. El radio es una función de la abertura en V primero. El espesor queda en segundo plano.
Ahora cambia a acero inoxidable 304 con resistencia a la tracción de 85.000–95.000 PSI. Misma V de 1,000 pulgadas. A menudo verás un radio flotado ligeramente mayor que en el acero dulce porque la mayor resistencia al límite elástico impide formar una curvatura más cerrada. El porcentaje aumenta lentamente. Tal vez se comporte más cerca de V ÷ 7,5 o V ÷ 7 dependiendo del temple. Eso no es un fallo de la matemática. Es el material reaccionando.
La clave es esta: cuando cambias la abertura en V, estás estableciendo directamente la ventana del radio interior. Si tu material requiere un radio interior mínimo de 1× su espesor para evitar grietas, eliges una V que produzca al menos ese radio. No 8× el espesor porque un cuadro lo diga. Una V que genere el radio que tu material pueda soportar.
Y eso le da la vuelta a la hoja de configuración.
He tenido operadores que insisten en que una punta de punzón de 0,062 pulgadas “forzará” un radio cerrado en una placa de 0,250 pulgadas colocada en una V de 2,000 pulgadas. No lo hará. No en doblado al aire.
El punzón contacta el material en el ápice, pero la lámina se apoya en los hombros de la matriz. Hasta que llegas al fondo o realices acuñado, el radio de la punta del punzón es casi irrelevante para el radio interior final. El material está suspendido. Se forma según la distancia entre apoyos, no según la nariz.
Por eso puedes cambiar de un punzón afilado a una punta de 0,125 pulgadas y ver casi ningún cambio en el radio interior si la abertura en V permanece igual. Lo he hecho con A36 de 0,187 pulgadas en una V de 1,500 pulgadas. El ángulo cambió ligeramente debido a la profundidad de penetración. El radio no se vio afectado.
Así que cuando alguien dice: “Necesito un punzón más cerrado”, lo que en realidad suele querer decir es: “Elegí la abertura en V equivocada”.”
Y si la abertura en V define el radio, ¿qué más está cambiando silenciosamente?
Dobla acero inoxidable 304 de 0,125 pulgadas a 90 grados en una V de 1,000 pulgadas. Tal vez tengas que sobre-doblar a 83 grados para llegar a 90 después del retorno elástico. Coloca esa misma lámina en una V de 1,500 pulgadas y ahora tal vez necesites sobre-doblar a 80 grados. Mismo espesor. Mismo material. Matriz diferente.
¿Por qué?
Porque el retorno elástico es recuperación elástica. Cuanto mayor sea el radio interior, menor será la deformación plástica y mayor el porcentaje de energía elástica almacenada en la zona del pliegue. Abertura en V más ancha → radio flotado mayor → menos deformación plástica en relación con la elástica → más retorno elástico.
Ese es el equilibrio.
En aceros de alta resistencia—digamos material de 0,125 pulgadas con resistencia a la tracción de 100.000 PSI—el efecto se intensifica. El material ya tiene un punto de fluencia alto y un rango elástico fuerte. Colócalo en una V amplia, tal vez de 1,500 o 1,750 pulgadas para proteger el radio interior, y habrás reducido aún más la deformación plástica.
¿Resultado? Podrías observar de 4 a 6 grados de retorno elástico en un pliegue de 90 grados (revisa tu tabla de tonelaje). Los operadores entran en pánico y comienzan a añadir presión. La presión no cambia la distancia entre apoyos. Solo empuja el punzón más profundo, acercándose al acuñado.
La verdadera palanca fue la abertura en V desde el principio.
Un troquel más ancho protege contra las grietas al aumentar el radio interior. Pero puede castigarte con una mayor variación angular si tu máquina, la alineación de las herramientas o el lote de material no son consistentes. Eso no es una razón para usar uno más estrecho y que se agrieten las pestañas. Es una razón para entender el equilibrio que estás eligiendo.
Entonces, ¿cómo se equilibra?
Comienza con el radio interior mínimo seguro del material según su límite elástico y elongación. Si un acero de alta resistencia de 0.125 pulgadas necesita al menos un radio interior de 0.187 pulgadas para mantenerse fuera de la zona de peligro, elige una V que flote en ese rango—quizás de 1.250 pulgadas o 1.500 pulgadas, dependiendo de la proporción empírica de tu taller.
Luego revisa dos restricciones.
Primero: el tonelaje. Una V más estrecha significa más fuerza. El tonelaje en el doblado en aire es aproximadamente inversamente proporcional a la abertura de la V. Si reduces a la mitad la V, casi duplicas la fuerza requerida. Súmale eso a un material de 100,000 PSI y alcanzarás rápidamente los límites de la máquina.
Segundo: la geometría. La longitud mínima de la pestaña suele ser aproximadamente de 0.67× a 0.77× la abertura de la V para un doblez de 90 grados. Si eliges una V de 1.500 pulgadas, podrías necesitar aproximadamente 1.000 pulgadas de pata recta solo para despejar los hombros del troquel. Si tu plano solo te da 0.750 pulgadas, ese troquel físicamente no funcionará.
Ahora estás resolviendo un problema de restricciones:
Eso es la selección del troquel. No 8× el espesor.
Y una vez que entiendes que la abertura de la V controla el radio natural y el comportamiento del retroceso elástico en el doblado en aire, estás listo para hacer la siguiente pregunta incómoda:
¿Qué cambia cuando dejas de doblar en aire y comienzas a hacer fondo o acuñar?
¿Qué cambia mecánicamente cuando dejas de doblar en aire y comienzas a hacer fondo o acuñar?
Dejas de permitir que el material elija su radio.
En el doblado en aire, la lámina se suspende entre los hombros del troquel como un tramo de puente, y el punzón solo la empuja en una curva hasta que la deformación plástica supera la recuperación elástica. La abertura de la V establece el ancho del tramo. El material fluye donde quiere, dentro de esa geometría. El retroceso elástico es predecible porque nunca aprisionas completamente la lámina.
El fondo y el acuñado son animales diferentes.
Convierten el troquel de un soporte en un molde.
Y cuando la matriz se convierte en un molde, la apertura en V incorrecta no solo te da el radio equivocado, sino que multiplica la fuerza, el esfuerzo y el costoso desperdicio.
En el doblado al aire, el punzón nunca lleva la lámina a un contacto completo con las paredes y el fondo de la matriz. Tres puntos de contacto. Eso es todo. Dos hombros y la punta del punzón.
La lámina puede “flotar” su radio interior según el ancho del vano y la resistencia al rendimiento del material. Por eso una V de 1.000 pulgadas puede flotar alrededor de un radio interior de 0.125 pulgadas en acero dulce, pero comportarse de manera diferente en acero inoxidable 304 de 0.125 pulgadas. La matriz define límites, no impone la forma.
Estás guiando el material, no atrapándolo.
Esa libertad es la razón por la que el doblado al aire tolera un rango de aperturas en V para el mismo espesor. Puedes trabajar acero A36 de 0.125 pulgadas en una V de 1.000 o de 1.250 pulgadas y aún lograr el trabajo si controlas el retroceso elástico y los límites del reborde. Cambia la tonelada (observa tu tabla), cambia el radio, cambia el sobre-doblado, pero el proceso es tolerante porque la lámina no está siendo aplastada dentro de una geometría.
La matriz es un soporte.
Y los soportes no dictan la curvatura: la permiten dentro de límites.
Como nunca asientas completamente el material en la matriz, pequeños cambios en la apertura en V modifican el radio flotante y el retroceso elástico de manera suave y proporcional. Si reduces a la mitad la apertura en V, casi duplicas la tonelada. Si la amplías, aumentas el retroceso. Pero el material aún encuentra su propio equilibrio entre deformación elástica y plástica.
Es ajustable.
Puedes compensar con profundidad de penetración, corrección de ángulo o pruebas de material. Incluso si haces la V un poco más pequeña, la lámina no se está planchando contra el acero endurecido. Puede que veas un radio más ajustado y una tonelada más alta, pero no estás forzándola automáticamente más allá de su límite de deformación.
Por eso el doblado al aire resulta indulgente cuando tu lote de material cambia 5,000 PSI en resistencia al rendimiento.
El sistema tiene elasticidad incorporada.
Pero aquí está la parte que la mayoría de los operadores no dicen en voz alta.
El doblado al aire intercambia algo de precisión angular por esa flexibilidad.
Como dependes de la compensación del retroceso, tu ángulo final depende de propiedades de material consistentes, profundidad de penetración uniforme y una prensa que repita con unas milésimas de precisión. En un soporte aeroespacial de tolerancia ajustada de 0.090 pulgadas de 7075-T6, esa variabilidad aparece rápidamente. Puedes mantenerla. Pero la estás gestionando.
Ahí es donde el fondo y el acuñado empiezan a parecer atractivos.
Prometen “bloquear” el ángulo.
La pregunta es cuánto cuesta ese candado.
El bottoming cambia una cosa que importa más que todas las demás.
Empujas el material hacia la cavidad del troquel hasta que contacta con el ángulo del troquel y luego sigues empujando más allá del contacto inicial — normalmente comprimiendo la zona de doblado entre un 10 y un 15 % adicional para reducir el retroceso elástico. Ahora la lámina ya no flota entre los hombros. Está encajada en la geometría.
Ya no permites que el radio se forme naturalmente.
Lo estás forzando.
Y cuando fuerzas el metal, el medidor de tonelaje dice la verdad.
En el doblado al aire, podrías ver de 1 a 2 toneladas por pulgada en acero dulce de 0.125 pulgadas en una V de 1.000 pulgadas. Haz bottoming con esa misma configuración y fácilmente puedes duplicar o triplicar esa carga dependiendo del ángulo del troquel y la penetración. La prensa plegadora ya no se preocupa por tu tabla de reglas generales. Le importa el área de contacto.
Ahora imagina que seguiste la regla de 8× el espesor y elegiste una V demasiado estrecha para el radio interior mínimo del material.
En el doblado al aire, eso podría haberse manifestado como un radio más cerrado y un mayor tonelaje — una advertencia. En el bottoming, estás aplastando la zona de doblado en un ángulo de troquel que puede ser más agudo de lo que el material puede tolerar. La penetración adicional del 10 al 15 % para “bloquear” el ángulo aumenta la tensión de compresión en la superficie interior y la deformación por tracción justo fuera del eje neutro.
Ahí es donde se parten las pestañas.
Y los fabricantes de herramientas desaconsejan el bottoming por una razón. Cuando asientas completamente el material en troqueles endurecidos bajo tonelaje elevado, cualquier desajuste en la apertura en V, el ángulo del troquel o la ductilidad del material se transfiere directamente al desgaste de la herramienta, al gripado o a los hombros astillados. Se siente bien hasta que has roto unos cuantos cientos de dólares en placa endurecida y tienes que explicárselo al departamento de compras.
El bottoming reduce el retroceso elástico.
También reduce tu margen de error respecto a la apertura en V.
El coining no es simplemente el bottoming con más fuerza.
Es un régimen diferente.
Empujas la punta del punzón dentro del material con suficiente fuerza — a menudo 50 toneladas por pulgada o más, comparado con 1–2 en el doblado al aire — para deformar plásticamente toda la zona de doblado a través del espesor. No solo estás doblando. Estás planchando. El radio de la nariz del punzón se convierte en el radio interior porque estás desplazando material bajo una tensión de compresión extrema.
El retroceso elástico casi desaparece porque has excedido el límite elástico en toda esa zona.
¿Pero la regla de 8×?
Sin sentido aquí.
En el acuñado, la abertura en V debe coincidir con la geometría del punzón y la resistencia del material para que este pueda fluir sin fracturarse ni destruir las herramientas. Si es demasiado estrecha, el tonelaje se dispara más allá de la capacidad de la máquina. Si es demasiado ancha, pierdes soporte, distorsionas el ángulo o marcas la pieza. Las opciones de geometría se reducen porque las herramientas deben soportar la carga.
Por eso el acuñado es raro en los talleres modernos. No porque no funcione —lo hace absolutamente—, sino porque requiere herramientas especializadas, máquinas rígidas y una preparación disciplinada. Si te equivocas en la abertura en V aquí, no solo verás que el ángulo deriva.
Lo escucharás.
Un golpe agudo de la prensa, un pico en el medidor de tonelaje y, a veces, una punta de punzón fracturada que acaba de convertir tu preparación en chatarra costosa.
El doblado por aire permite que el material encuentre su propio radio. El abombado y el acuñado imponen uno.
Una vez que entiendes esa diferencia, la selección del troquel deja de ser un atajo basado en el espesor y se convierte en una decisión de gestión de carga, como dimensionar un tramo de puente para el peso que debe soportar.
Así que si el método de doblado cambia cómo se crea el radio y cómo fluye la fuerza a través de las herramientas, ¿cómo conviertes eso en una forma repetible de elegir la V adecuada cada vez?
Vi cómo un soporte de acero inoxidable 304 de 0.125 pulgadas se agrietaba por completo en el radio exterior dentro de una V de 1.000 pulgadas porque la hoja de configuración decía “8× espesor”. El operador no hizo nada mal. La regla estaba equivocada para esa carga.
Si el método de doblado cambia cómo fluye la fuerza, entonces la selección de la V debe comenzar con la clasificación de carga del material —su límite elástico—, no con su espesor. Este es el flujo de trabajo que uso en el taller, el mismo que me ha evitado generar chatarra costosa en 7075-T6 y placas de alta resistencia.
Obtén el certificado.
No la línea genérica “acero inoxidable” del documento de producción. La resistencia real al límite elástico del informe de prueba del molino. A36 puede mostrar 36,000 PSI de límite elástico. El 1018 laminado en frío puede rondar entre 50,000–60,000 PSI. El acero inoxidable 304 suele tener entre 30,000–45,000 PSI de límite elástico pero se endurece rápidamente por deformación. El aluminio 7075-T6 se sitúa alrededor de 73,000 PSI de límite elástico. Los grados HSLA pueden superar ampliamente eso.
El límite elástico indica cuánta tensión pueden soportar las fibras exteriores antes de estirarse plásticamente. Cuanto más cerrado es el radio, mayor es la deformación en las fibras exteriores. Ese es el mecanismo de la grieta.
¿Esos multiplicadores “6× para aluminio, 10× para acero inoxidable” que circulan en los talleres? Son traducciones aproximadas del límite elástico en deformación soportable. Pero el aluminio no es una sola cosa. El 5052-H32 se dobla perfectamente. El 7075-T6 se quiebra con solo mirarlo. Mismo espesor. Tolerancias de deformación completamente diferentes.
Pero es historia de taller, no ley universal.
Así que trato el multiplicador como una suposición inicial vinculada al rango de límite elástico, no al nombre del material. ¿Menos de 40,000 PSI de límite? Normalmente puedes permitirte relaciones más estrechas. ¿Alrededor de 60,000 PSI? Estás en el territorio clásico del acero dulce. ¿Más de 70,000 PSI? Empiezas a ensanchar las matrices rápidamente para proteger las fibras exteriores.
Si no comienzas con el límite elástico, estás adivinando la deformación. Y adivinar la deformación es cómo se parten las pestañas.
Así es como se ve en la práctica.
Supón que tienes aluminio 5052-H32 de 0.125 pulgadas. Límite elástico alrededor de 28,000–33,000 PSI. Ese material tolera radios más ajustados, por lo que una V de 6× el espesor (0.750 pulgadas) en doblado al aire suele comportarse bien.
Ahora cambia a acero inoxidable 304 de 0.125 pulgadas, límite elástico tal vez de 35,000–45,000 PSI, pero con endurecimiento por deformación agresivo. Si mantienes la V de 0.750 pulgadas porque “funcionó con el aluminio”, tu radio interior se reduce, la tensión exterior se dispara, y verás microfracturas en las piezas pulidas. Aumenta hacia una V de 1.250 o 1.500 pulgadas y el material se relaja.
Toma acero HSLA de 0.125 pulgadas con límite elástico de 80,000 PSI. Si intentas forzarlo en una V de 1.000 pulgadas porque el estante está organizado en pares, estarás concentrando la tensión en un radio que el material simplemente no puede soportar. No es un problema de espesor. Es un problema de límite elástico.
Así que una vez que conoces el límite elástico, la siguiente pregunta se escribe sola.
¿Qué radio interior puede soportar ese material sin romperse?
He visto A36 de 0.187 pulgadas doblado todo el día a un radio interior de 0.187 pulgadas. Prueba eso con 4140 preendurecido de 0.187 pulgadas y estarás barriendo fragmentos.
La superficie exterior de una curva se estira. Cuanto más ajustado sea el radio interior con respecto al espesor, mayor será la tensión de tracción en el exterior. Cuando esa tensión supera la capacidad de elongación del material al límite elástico, se produce la grieta. Esa es la física.
Para doblado al aire, una regla segura para muchos aceros de alrededor de 60,000 PSI de resistencia a tracción es un radio interior aproximadamente igual al espesor del material. Por eso el viejo “8× espesor” a veces funciona con acero dulce — porque doblar al aire en una V de 8× tiende a producir un radio interior cercano a 1× el espesor.
Pero al alejarse de ese rango de tracción, la relación cambia.
Los materiales de alta resistencia necesitan radios interiores más grandes en relación con el espesor para mantener la tensión de la fibra exterior por debajo de los límites de fractura. Por eso el 7075-T6 suele requerir 2× el espesor o más para un doblez confiable de 90 grados. Ignora eso y oirás el chasquido antes de verlo.
Así que eliges un radio interior objetivo según el límite elástico y la ductilidad — no porque una tabla diga 8× espesor, sino porque la capacidad de deformación del material lo exige.
Una vez que tienes ese radio objetivo, la matriz se convierte en geometría.
Veamos un escenario real.
Tienes acero inoxidable 304 de 0.125 pulgadas, cara cosmética hacia afuera. Basado en el límite elástico y la experiencia, decides que quieres al menos un radio interior de 0.125 pulgadas para mantenerte fuera de la zona de grieta. Más ajustado que eso y estás jugando con el acabado.
Ese radio interior de 0.125 pulgadas es la restricción. Protege el material.
Ahora la pregunta se vuelve mecánica: ¿qué abertura de V produce ese radio en doblado al aire?
En el doblado al aire, el radio interior se controla principalmente por la abertura en V, no por la punta del punzón. Una aproximación común es que el radio interior equivale aproximadamente al 16 % de la abertura en V.
Dale la vuelta a eso.
Si RI ≈ 0.16 × V, entonces V ≈ RI ÷ 0.16.
Si quieres un radio interior de 0.125 pulgadas: V ≈ 0.125 ÷ 0.16 ≈ 0.781 pulgadas.
No vas a encontrar una matriz de 0.781 pulgadas en el estante. Elegirás la más cercana estándar, probablemente de 0.750 pulgadas o 1.000 pulgadas.
Ahora compara los resultados.
0.750 × 0.16 ≈ 0.120 pulgadas de RI. 1.000 × 0.16 ≈ 0.160 pulgadas de RI.
Si te preocupa el agrietamiento, la abertura de 1.000 pulgadas te da margen. Si la longitud del ala es limitada y necesitas una matriz más pequeña para soporte, podrías aceptar la de 0.750 pulgadas y monitorear cuidadosamente la superficie.
¿Ves lo que acaba de pasar?
No comenzaste con el espesor. Empezaste con la deformación permitida, la tradujiste en un radio objetivo y luego llegaste a una abertura en V que gestiona la carga.
Eso es gestión de carga en un puente. La calzada (material) tiene una clasificación de carga (límite elástico). Se dimensiona el tramo (abertura en V) para que la tensión nunca lo supere.
Dado que el portafolio de productos de CN-HAWE es 100 % basado en CNC y cubre escenarios de gama alta en corte por láser, doblado, ranurado, cizallado, para los equipos que evalúan opciones prácticas aquí, Prensa plegadora es un siguiente paso relevante.
Pero la geometría y la fuerza aún tienen voto.
Si estás validando un plano específico, la calidad del material o el límite de la máquina, este es el punto donde deben comprobarse conjuntamente las restricciones del mundo real: tonelaje disponible, inventario de herramientas y método de conformado. CN-HAWE admite soluciones completas de doblado y chapa metálica basadas en CNC y realiza una fuerte inversión en I+D en prensas plegadoras y equipos inteligentes, lo que la convierte en un socio práctico para revisar los cálculos de tonelaje, la selección de la matriz en V y la viabilidad del proceso según tus condiciones reales de producción. Para una conversación técnica o una cotización, puedes contactar a CN-HAWE aquí.
Cuando escuchas “proporción 8:1” usada correctamente, no es 8× el espesor. Es aproximadamente V ≈ 8 × RI, lo que se alinea con esa relación del 16 % (ya que 1 ÷ 0.16 ≈ 6.25 y la variación real lo acerca más a 8 dependiendo del material y la penetración).
Esa proporción solo funciona si tu método de doblado es al aire y tu material se comporta cerca de esa curva de deformación. El doblado al fondo o el acuñado rompe esta relación porque el ángulo de la matriz y el radio del punzón toman el control.
Así que la idea del 8:1 no es mala.
Solo se ha asociado con la variable equivocada.
Y una vez que eliges una V a partir del radio, todavía no has respondido la pregunta que mantiene vivas las prensas:
¿Pueden sus herramientas y su máquina soportar la carga?
He visto un trabajo con placa de 0,250 pulgadas especificado en una matriz estrecha que calculaba más de 150 toneladas totales en una prensa plegadora de 10 pies con capacidad de 135. Las matemáticas eran correctas respecto al radio. A la máquina no le importó.
El tonelaje de doblado al aire aumenta a medida que la abertura en V se estrecha. Si duplicas la V, casi reduces a la mitad el requisito de tonelaje. Esto se debe a que un vano más estrecho concentra la fuerza sobre un brazo de palanca más corto. La matriz se convierte en un puente más corto que soporta el mismo camión.
Así que, una vez que hayas seleccionado una V a partir de tu radio interior objetivo, calcula las toneladas por pie para ese espesor y abertura en V. Compáralo con:
(Y si estás en el fondo, multiplica sustancialmente tu tonelaje de doblado al aire —a menudo 2× o más— porque el área de contacto y la penetración aumentan drásticamente la carga.)
Aquí es donde el argumento de “solo tenemos matrices de 0.500, 1.000 y 2.000 pulgadas en inventario” se desmorona. Sí, puedes cubrir muchos trabajos de esa manera. Pero también puedes sobrecargar silenciosamente las herramientas o trabajar al límite de fractura en piezas de alta resistencia y llamarlo “variación normal”.”
Se siente correcto hasta que has quebrado unos cuantos cientos de dólares en placa templada y tienes que explicarlo al departamento de compras.
Así que el flujo de trabajo es simple, pero no simplista:
Haz eso, y el atajo de 8× el espesor dejará de gobernar tu taller.
Ahora queda una restricción más que aún puede arruinar esta configuración perfectamente calculada — y no tiene nada que ver con la resistencia.
Puedes tener el límite elástico correcto, el radio interior adecuado, la abertura en V calculada según 0,16 × V, y el tonelaje dentro del rango seguro de tu máquina — y aun así desechar la pieza.
Vi observar cómo un soporte de acero inoxidable 304 de 0.125 pulgadas se doblaba en una matriz en V de 1.000 pulgadas perfectamente razonable. El radio resultó ser de 0.160. El tonelaje fue cómodo. La superficie no se agrietó. Pero el plano pedía un ala de 0.375 pulgadas. Cada pieza salía corta en longitud de ala y con un ángulo excesivo, como si la prensa tuviera mente propia.
No fue así.
El ala era demasiado corta para la geometría de la matriz.
Cuando la pata no puede apoyarse físicamente sobre el hombro de la matriz durante el doblado, la lámina deja de comportarse como un tramo sostenido y empieza a hacerlo como una plataforma de salto. Tu cálculo de deformación no cambia. Tu condición de soporte sí. Y la geometría ganará esa batalla siempre.
Entonces, si la resistencia no es el punto de falla, ¿qué lo es?
Coloca un calibrador en una matriz en V de 1.000 pulgadas. Desde la línea central hasta cada hombro hay 0.500 pulgadas. Al doblar al aire, el material contacta cerca de esos hombros mientras el punzón desciende. Ese punto de contacto es tu soporte.
Ahora imagina intentar doblar un ala de 0.375 pulgadas en esa misma matriz. La mitad de la V (0.500 pulgadas) ya es más ancha que toda tu pata. No hay soporte estable en el hombro. El material cae dentro de la V antes de que se forme completamente el doblez.
Perseguirás el ángulo todo el día.
Porque lo que está ocurriendo no es recuperación elástica. Es un desplazamiento geométrico. La pieza en bruto se desliza más profundamente dentro de la matriz a medida que aplicas carga. Tu línea de doblado se está moviendo efectivamente. Por eso tu medición de ángulo fluctúa, aunque tu tonelaje sea totalmente consistente.
Los errores de ángulo parecen problemas de material.
A menudo son problemas de longitud de ala.
Y aquí es donde se queda atrapada la gente del "8× espesor". Seleccionaste correctamente la V según el límite elástico y el radio interno deseado. Bien. Pero nadie preguntó si el ala puede existir físicamente en esa V.
Entonces, ¿cómo saberlo antes de presionar inicio de ciclo?
Aquí va la comprobación práctica.
Para doblado al aire, el ala mínima equivale aproximadamente a 0.7 × ancho de la apertura en V. Algunos talleres usan 0.6 × V. Otros juegan seguro con 0.8 × V. Pero si estás por debajo de 0.6 × V, estás apostando.
Toma esa V de 1.000 pulgada.
0.7 × 1.000 = ala mínima de 0.700 pulgada para un soporte estable.
Ahora compáralo con el ala de 0.375 pulgada del plano. Estás apenas en 0.375 × V. Esa pata no tiene posibilidad de asentarse completamente sobre el hombro durante el formado.
¿Entonces qué hizo el operador? Cambió a una matriz en V de 0.625 pulgada. Eso viola la antigua regla de 8× el espesor para material de 0.125 pulgada (0.625 ÷ 0.125 = 5×). Pero geométricamente…
0,7 × 0,625 = ala mínima de 0,437 pulgadas.
Ahora tu ala de 0,375 pulgadas sigue siendo ajustada, pero al menos está dentro del ámbito del soporte físico.
Aquí está el truco.
Reducir esa matriz no solo corrigió la geometría. Aumentó drásticamente el tonelaje. En acero A36 de 0,250 pulgadas, he medido aproximadamente 300 toneladas por cada 10 pies en una V de 1,500 pulgadas frente a unas 139 toneladas en una V de 3,000 pulgadas. Si cortas la luz a la mitad, la carga más que se duplica. La misma física aplica a calibres más ligeros.
Resuelves el soporte del ala y, silenciosamente, cargas más el freno.
Así es como las “soluciones rápidas” se convierten en chatarra costosa o, peor aún, en herramientas caras.
¿Y si el ala es aún más corta?
Cuando el ala es demasiado corta, no solo pierde soporte. Puede volcarse hacia la V a medida que el punzón penetra.
Verás una marca brillante de arrastre a lo largo de un hombro. Eso no es algo cosmético. Es la pieza girando mientras cae dentro de la matriz. La línea de doblado se desplaza hacia adentro, acortando efectivamente tu ala más allá de la longitud desarrollada que calculaste.
Ahora tu patrón plano está incorrecto, aunque tus cálculos de deducción de doblez fueran correctos.
Aquí es donde importan los modelos de fuerza más nuevos. Las pruebas reales en SPCC y aluminio 1100-O han demostrado que las cargas de doblado reales a menudo superan los valores de las tablas bajo condiciones de contacto no ideales. El deslizamiento es una de esas condiciones. Obtienes una carga puntual en lugar de un contacto limpio en el hombro. La presión local aumenta. El marcado se intensifica. La predicción de fuerza deja de funcionar.
Así que el ala mínima no es una sugerencia.
Es un requisito de estabilidad.
Pero digamos que tu ala cumple con la regla de 0,7 × V. Está soportada. El ángulo es consistente. Hay otro problema de geometría más silencioso que aparece, especialmente cuando intentas ser “eficiente” con tu estante de herramientas.
Me gustan los bloques Multi-V. Ahorran espacio. Puedes pasar de 0,500 a 0,750 a 1,000 en una sola herramienta.
Pero mídeles.
Los hombros en un bloque Multi-V son más estrechos. La superficie entre aberturas adyacentes es más delgada. Bajo carga —especialmente por encima de 20 toneladas por pie— se deforman más que una V única dedicada del mismo tamaño de abertura.
La deflexión cambia tu ancho efectivo de V bajo presión.
Y eso cambia tu radio.
Dobla acero A36 de 0.187 pulgadas en la abertura más pequeña de un bloque multi-V clasificado para calibres delgados. Obtendrás variación de ángulo a lo largo de la pieza que no verás en una matriz sólida simple de 0.750 pulgadas.
¿Por qué?
Porque en el extremo de su capacidad nominal, el cuerpo de la matriz se flexiona microscópicamente. Esa flexión ensancha la abertura bajo carga. Una V más ancha significa un radio interior mayor. Un radio mayor significa más retorno elástico. Así que tu profundidad programada ya no equivale a tu ángulo objetivo.
Es sutil. Un grado aquí. Un grado y medio allá.
En un trabajo con tolerancia de ±0.5°, eso es chatarra.
Esto no significa que los bloques multi-V sean basura. Pero es historia de taller, no una ley universal: funcionan bien en la parte media de su rango de trabajo. Llévalos al límite y la geometría se desvía.
Entonces, ¿cuándo dejas de ser flexible?
Si el plano exige una longitud de pestaña de ±0.010 pulgadas y un ángulo de ±0.5° en acero inoxidable 304 de 0.125 pulgadas, y estás trabajando con 15–20 toneladas por pie, compra la matriz dedicada.
Una V simple de 0.875 pulgadas o 1.000 pulgadas con toda su masa debajo mantendrá mejor la geometría bajo carga. Menos deflexión. Radio más consistente. Retorno elástico más predecible.
Sí, cuesta más al principio.
También cuesta volver a fabricar una serie de 200 piezas porque las últimas 30 se salieron de tolerancia al calentarse y flexionarse la matriz.
¿Y cuándo la longitud de la pestaña y la masa de la matriz aún no son suficientes?
Algunas piezas no solo te dan problemas por la resistencia o la longitud de la pestaña. Te los dan por la superficie, el retorno elástico o ambos.
Ahí es cuando las matrices V estándar dejan de ser la herramienta adecuada.
El 5052 cosmético de 0.090 pulgadas con una cara cepillada mostrará cada marca de hombro. Puedes ensanchar la V para reducir la presión, pero eso incrementa el radio y el retorno elástico. Ahora tu ángulo fluctúa.
Una matriz de rodillos cambia la condición de contacto. En lugar de deslizarse sobre un hombro fijo, el material rueda. Menor fricción. Menos marcas. Curva de fuerza más consistente.
Las inserciones de poliuretano distribuyen la carga sobre una superficie más amplia, reduciendo la presión máxima sin obligarte a usar una V sobredimensionada. La geometría se mantiene más cercana a tu radio calculado.
Ahora estás gestionando la mecánica de contacto, no solo el ancho del claro.
Palanca diferente. Mismo objetivo.
Toma un material de 0,187 pulgadas y 80.000 PSI que se recupera entre 6 y 8 grados en una V estándar de 90°. Puedes sobrecurvar con profundidad, pero la penetración aumenta y el tonelaje también.
Una matriz en V aguda de 30° o 60° cambia la geometría del fondo sin llegar a acuñar completamente. Las paredes de la matriz se enganchan antes. Controlas el retroceso elástico con la restricción del ángulo en lugar de con fuerza bruta.
Sí, el tonelaje aumenta (vigila tus toneladas por pie), pero estás intercambiando profundidad por control angular. En piezas de alto límite elástico, eso puede significar la diferencia entre un 90° estable y estar corrigiendo durante todo el turno.
A este punto, el patrón debería estar claro.
El límite elástico te indicó cuán ajustado podías doblar sin que se agrietara. El tonelaje te indicó si la máquina soportaría la carga. La longitud del ala te dice si la pieza puede asentarse físicamente en la matriz. La geometría de la herramienta te indica si esa configuración mantendrá la tolerancia bajo carga.
Ignora cualquiera de ellos, y volverás a fabricar chatarra costosa, incluso con una ecuación de deformación perfecta.
Así que el flujo de trabajo real no es “8× el espesor”.”
Es capacidad de deformación, capacidad de carga y soporte físico — en ese orden.
Quieres el flujo de trabajo.
No una proporción. No “8×”. Una secuencia que evite que el acero inoxidable 304 de 0,125 pulgadas se convierta en chatarra costosa mientras mantiene ±0,5° y ±0,010 pulgadas en el ala.
Aquí está el cambio: deja de elegir una apertura en V como si fuera un hueco a rellenar. Empieza a elegirla como si estuvieras estableciendo la capacidad de carga de un puente. La lámina es la calzada. El límite elástico es la carga. La apertura en V es el vano. Si subdimensionas el vano para la carga, algo se agrieta. Si lo sobredimensionas, la calzada se hunde: tu radio crece, el retroceso elástico aumenta y los ángulos varían.
Así que la decisión se toma en una sola dirección:
Ese es el orden. Si lo rompes, vuelves a apostar.
¿Por qué empezar allí?
Porque al metal no le importa tu regla empírica. Reacciona a la deformación.
“Material primero” no significa “espesor primero”.”
Significa resistencia de fluencia primero.
Si me das una placa A36 de 0.187 pulgadas y una 304 inoxidable de 0.187 pulgadas, y me dices que use la misma V de 1.500 pulgadas porque “es la que siempre usamos”, ya sé que una de esas piezas está en riesgo. Mismo espesor. Diferente capacidad de deformación. Diferente recuperación elástica. Diferente tonelaje por pie.
Pero eso es historia de taller, no una ley universal: 8× funciona bien en acero dulce de 36,000–60,000 PSI cuando no se buscan tolerancias ajustadas. La trampa es asumir que ese éxito se transfiere al inoxidable de 70,000–90,000 PSI o a la placa resistente a la abrasión.
Así que la lista comienza así:
Ahora tienes restricciones.
Sin eso, estás mirando herramientas como si fuera un problema de catálogo en lugar de un problema de deformación.
Hagámoslo concreto.
Digamos que el plano especifica acero inoxidable 304 de 0.125 pulgadas, 90°, radio interno máximo de 0.125 pulgadas, ±0.5°, longitud de ala de 0.750 pulgadas.
Paso uno: el radio impulsa V en el doblado al aire. Para la mayoría de los aceros, el radio interior se sitúa aproximadamente en 0.16 × V. Así que si quiero un radio interior de aproximadamente 0.125 pulgadas:
0.125 ÷ 0.16 ≈ 0.781 pulgadas de V.
La herramienta real más cercana es 0.750 o 0.875.
Ahora revisemos la realidad de la deformación. El 304 tolerará un radio interior de alrededor de 1× el espesor en muchos temple sin agrietarse. 0.125 sobre 0.125 es 1T. Estamos en la zona de supervivencia.
Ahora el tonelaje. Un V más ajustado aumenta las toneladas por pie. Si ese V de 0.750 pulgadas me lleva por encima de, digamos, 18–20 toneladas por pie en este material (verifica tu tabla), será mejor confirmar que el troquel y la prensa estén clasificados para ello. Vi un trabajo de acero inoxidable de 0.125 pulgadas deformar una matriz multi-V ligera porque alguien ignoró la clasificación por pie y solo revisó el tonelaje total.
Luego la longitud del ala. 0.7 × 0.750 = 0.525 pulgadas como mínimo. El plano indica 0.750 pulgadas. Estamos cubiertos.
Ahora — y solo ahora — abro el gabinete.
Observa lo que no ocurrió.
Nunca dijimos “8× el espesor”. Dijimos: “¿Qué deformación puede soportar este material y qué V produce esa deformación?”
Eso es control.
La mayoría de los operadores culpan la profundidad o la compensación de recuperación elástica primero.
A veces están equivocados.
¿Grietas en la línea de doblez en el acero inoxidable?
Verifica el radio interior real que estás creando. Si tomaste un V de 1.000 pulgada en acero 304 de 0.125 porque “se sentía más seguro”, tu radio se sitúa alrededor de 0.160 pulgada. Eso reduce el riesgo de grietas, sí — pero aumenta la recuperación elástica. Así que presionas más profundo para alcanzar los 90°. Más profundo significa más penetración, más presión de contacto en los hombros y, a veces, sobredeformación localizada.
La grieta no fue por estar demasiado ajustada.
Fue por perder el control de la trayectoria de deformación.
¿Marcas profundas en los hombros en piezas cosméticas de 0.090 pulgadas 5052?
Antes de culpar el acabado del punzón, pregunta si el V es demasiado estrecho para el límite de fluencia. Un V estrecho equivale a mayor presión de contacto. La presión deja marcas. Ampliar el V reduce las marcas pero aumenta el radio. Si la tolerancia de ángulo es estricta, ese compromiso se muestra como inconsistencia en todo el lote.
¿Ángulos inconsistentes de izquierda a derecha en una pieza larga?
Si estás cerca del límite de capacidad de tonelaje de una matriz multi-V, el cuerpo se flexiona. La abertura se ensancha efectivamente bajo carga en el centro. Una V más ancha en el centro significa un radio mayor, más recuperación elástica, un ángulo más abierto.
Eso no es un problema de profundidad.
Eso es deflexión por el vano.
Cuando veas el síntoma, haz una pregunta: ¿la abertura de la V está forzando el material a una condición de deformación o de carga que no puede mantener de manera constante?
Si la respuesta es sí, la solución no es más carrera.
Es un vano diferente.
No estás plegando lámina.
Estás dirigiendo el flujo del material entre dos hombros mientras te mantienes dentro de su límite de deformación y del límite de carga de tu máquina.
Ese es un problema de control, no de separación.
El pensamiento de catálogo dice: material de 0.125 pulgadas → V de 1.000 pulgadas → listo.
El pensamiento de deformación dice: ¿Qué radio necesito? ¿Qué V lo produce? ¿Cuántas toneladas por pie requiere? ¿Puede el cuerpo de mi matriz sostener eso sin deformarse? ¿El ala se mantiene físicamente estable a 0.7 × V o más?
Esa secuencia convierte el doblado de un hábito en ingeniería.
Y una vez que trabajas así durante un año, algo cambia. Dejas de preguntar: “¿Qué V usamos normalmente?” y comienzas a preguntar: “¿Qué deformación estoy generando?”
Esa es la única cosa que debes mantener.
El metal no conoce tu regla. Solo conoce el esfuerzo que le impones.
Controla la deformación, y el resto — tonelaje, ángulo, tolerancia, vida útil de la herramienta — se alinea detrás de ella.


















