

L’hiver dernier, un propriétaire d’atelier m’a traîné jusqu’à sa “ nouvelle ” presse plieuse comme si c’était un veau nouveau-né. Grand écran tactile couleur. Menus à faire défiler. Graphiques 3D. Premier travail dessus ? Vingt-quatre équerres, huit mises au rebut. Même longueur de bride fluctuante qu’avec l’ancienne machine.
Il continuait à tapoter l’écran comme s’il l’avait trahi. Moi, je regardais les montants latéraux.
Quelque chose clochait.
Sur le papier, cette plieuse était impressionnante : commande CNC, butée arrière programmable, double vérin étiqueté Y1/Y2, et une interface brillante capable de dessiner la pièce en 3D avant le moindre coup. Le représentant commercial promettait des tolérances plus serrées rien qu’en “ passant au numérique ”.”
Mais lorsque nous avons vérifié le coulisseau pendant un long pliage, le côté gauche atteignait le bas une fraction de seconde avant le côté droit. Pas beaucoup. Juste assez pour tordre une pièce de 36 pouces hors tolérance.
Voici le changement d’état d’esprit nécessaire : la précision ne naît pas de l’écran ; elle naît des axes indépendants qui déplacent physiquement l’acier — Y1/Y2 Y pour le parallélisme du coulisseau, X pour la profondeur, R pour la hauteur, Z pour le positionnement latéral. Si ces axes ne peuvent pas bouger indépendamment pour correspondre à la géométrie de votre pièce, l’écran tactile n’est que la vitrine sur un châssis branlant.
On ne répare pas les problèmes de fondations avec de plus jolies fenêtres.
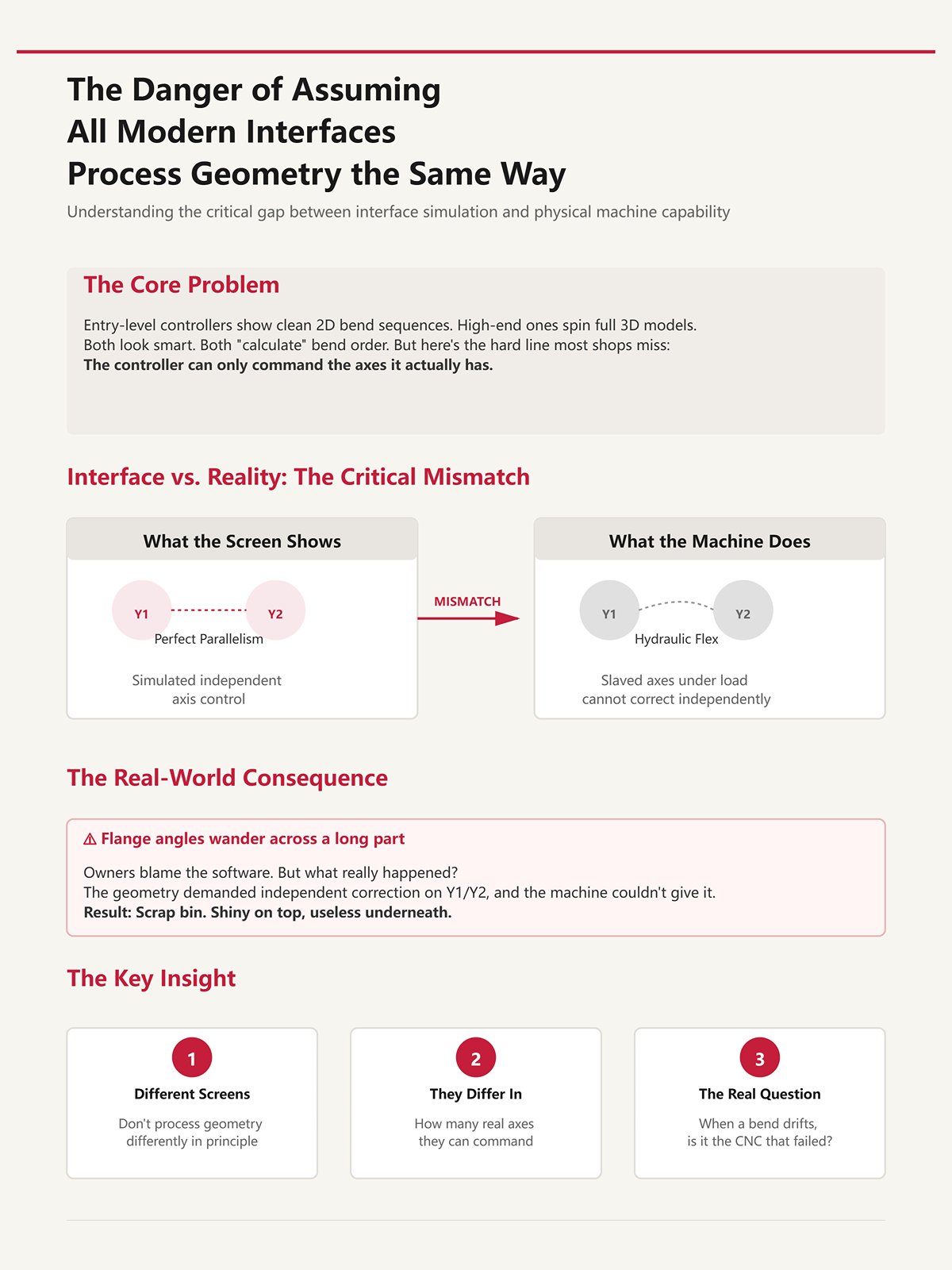
J’ai utilisé des contrôleurs d’entrée de gamme qui affichent une séquence de pliage 2D nette et d’autres haut de gamme qui font tourner un modèle 3D complet comme un jeu vidéo. Les deux ont l’air intelligents. Les deux “ calculent ” l’ordre des pliages.
Mais il y a une limite nette que la plupart des ateliers ratent : le contrôleur ne peut commander que les axes qu’il possède réellement.
Si les axes de votre machine Y1/Y2 sont asservis ensemble hydrauliquement au lieu d’être contrôlés indépendamment, l’écran peut simuler un parallélisme parfait pendant que le coulisseau réel fléchit sous la charge. L’interface n’a pas menti. Elle a simplement supposé une capacité matérielle inexistante.
J’ai vu des propriétaires accuser le logiciel lorsque les angles de bride variaient sur une longue pièce. En réalité ? La géométrie exigeait une correction indépendante sur les axes Y1/Y2, Y, et la machine ne pouvait pas la fournir. Ce décalage part directement à la benne à ferraille, comme des flancs mal coupés que vous ne pouvez pas redresser — brillant à l’extérieur, inutile à l’intérieur.
Les différents écrans ne traitent pas la géométrie différemment dans leur principe. Ils diffèrent par le nombre réel d’axes qu’ils peuvent commander pour réaliser cette géométrie dans l’acier.
Alors, quand un pli dérive, êtes-vous sûr que c’est le “ CNC ” qui a failli ?
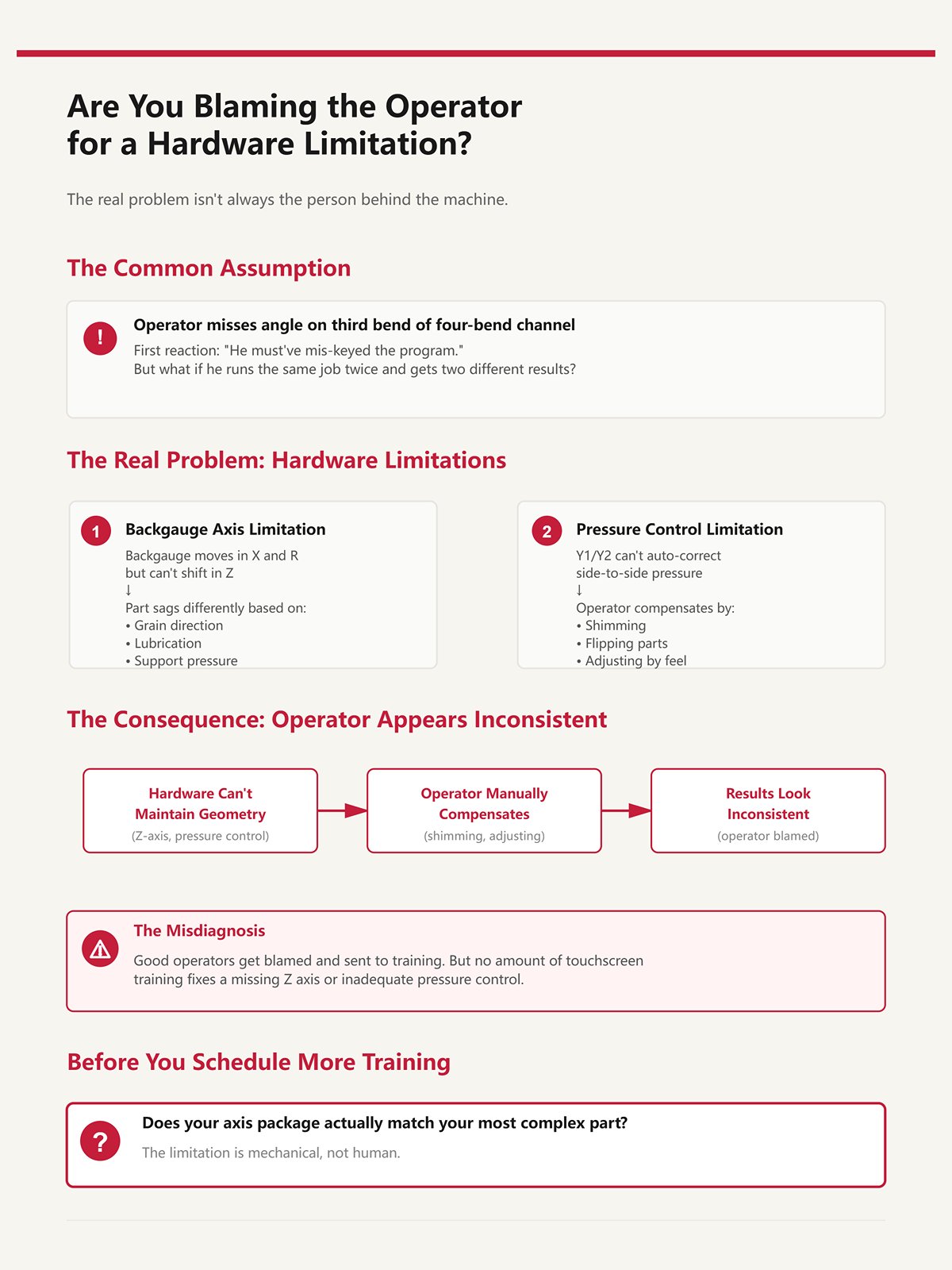
Un gars rate l’angle sur le troisième pli d’un profilé à quatre plis. Première réaction dans la plupart des ateliers ? “ Il a dû mal saisir le programme. ”
Question légitime — jusqu’à ce que vous le regardiez exécuter le même travail deux fois et obtenir deux résultats légèrement différents.
Si le butoir arrière ne se déplace qu’en X et R mais ne peut pas se décaler en Z pour soutenir un rebord décalé, la pièce fléchit différemment selon le sens du fil, la lubrification, voire la force avec laquelle il la soutient. Aucune quantité de formation sur écran tactile ne compense l’absence d’axe Z. Si Y1/Y2 ne peut pas corriger automatiquement la pression latérale, l’opérateur commence à caler, retourner, compenser à l’instinct.
À présent, il semble incohérent.
Ce qui est réellement incohérent, c’est la capacité de la machine à correspondre à la géométrie de la pièce. Nous jetons de bons opérateurs dans la poubelle du blâme alors que la limitation est mécanique, et non humaine.
Avant de programmer plus de formation, demandez-vous : votre ensemble d’axes correspond-il réellement à votre pièce la plus complexe ?

Soyons honnêtes. Les commandes numériques changent certaines choses. La préparation devient plus rapide. Les programmes sont sauvegardés. La répétabilité du butoir arrière en X peut s’affiner jusqu’au centième de millimètre. La consommation d’énergie peut baisser sur les machines à servomoteurs. Ce sont de vrais gains.
Mais voici ce qui ne change souvent pas : le nombre et l’indépendance des axes physiques.
Si votre ancienne machine avait en pratique un seul axe de vérin et un butoir arrière basique, et que votre nouvelle “ CNC ” n’a toujours pas d’ Y1/Y2 ou de doigts Z réglables pleinement indépendants, la capacité structurelle est la même. Vous avez amélioré la communication avec la machine. Vous n’avez pas étendu ce qu’elle peut corriger physiquement.
C’est la différence entre repeindre une presse et améliorer le bâti. L’une donne un effet de modernité. L’autre maintient la tolérance.
Donc, lorsque des plis incohérents survivent à une mise à niveau d’écran tactile, le changement de réflexion est le suivant : cessez de vous demander à quel point l’interface est intelligente, et commencez à vous demander si la configuration des axes correspond à la géométrie que vous tentez de lui faire accepter.
La question suivante est inévitable : que se passe-t-il lorsque Y1/Y2 se déplacent vraiment de façon indépendante — et qu’est-ce que cela change sur un pli long et impitoyable ?
Imaginez un profilé en U de 36 pouces avec deux pattes de fixation décalées — patte gauche courte, patte droite longue. Sur une butée arrière à 3 axes (X et R derrière Y1/Y2), les deux doigts d’arrêt reposent sur une seule poutre en Z. Vous effectuez le premier pli sans problème. Deuxième pli ? La languette droite heurte le doigt ; le côté gauche est suspendu dans le vide. L’opérateur desserre un collier, décale un doigt à la main, le resserre, vérifie l’équerrage à l’œil.
Le temps de cycle vient de doubler. Plus important encore, la répétabilité vient de disparaître.
C’est là que la vraie différence se manifeste. Un système à 3 axes vous donne une profondeur (X) et une hauteur (R) programmables. Pour des pièces symétriques, c’est suffisant. Le butée arrière (backgauge) référence les deux côtés de manière égale, le bélier descend sous Y1/Y2, et tout va bien. Mais dès que la géométrie gauche-droite diverge, une poutre en Z partagée impose un compromis. Vous ne contrôlez plus la position ; vous la négociez.
Un butée arrière 6 axes—X, R, Z1/Z2, plus des Y1/Y2 indépendants à l’avant—permet à chaque doigt de se déplacer latéralement de manière autonome. Ainsi, la languette gauche obtient sa propre référence, la languette droite obtient la sienne, et la machine n’exige plus de l’opérateur qu’il simule l’indépendance avec des clés. La géométrie est ajustée dans l’acier, pas dans l’espoir.
C’est la limite structurelle que la plupart des ateliers ne voient pas venir : lorsque vos pièces nécessitent un positionnement gauche-droite indépendant, un contrôleur sans Z1/Z2 programmable n’est pas “ plus simple ”. Il est structurellement incapable de répéter le travail sans intervention humaine.
Et l’intervention humaine, c’est de la variabilité.
Parlons charge, pas théorie.
Vous réglez la hauteur R pour un rebord de tôle douce de 1/4 de pouce. Parfait à vide. Sous 80 tonnes sur un long pli, la tôle fléchit, les doigts du butée arrière subissent une poussée vers le haut, et la pièce se soulève ou s’enfonce selon l’endroit où elle est soutenue. Si R a été réglé en effectuant un seul positionnement puis en l’acceptant tel quel, cette déflexion n’est pas corrigée dynamiquement.
D’où une dérive de l’angle.
Sur une configuration basique X+R, l’opérateur compense en ajustant R entre les coups ou en soulevant physiquement la pièce pendant le pliage. Cela modifie la manière dont la force se transfère aux épaulements de la matrice. Et une fois que ce chemin de force change, Y1/Y2 peut maintenir le bélier parfaitement parallèle toute la journée et produire malgré tout des angles de rebord incohérents, car la pièce n’est jamais assise de la même façon deux fois.
Ce n’est pas une confusion logicielle. C’est une instabilité de la référence mécanique.
J’ai vu des ateliers traquer des variations d’angle d’un demi-degré en recalibrant le bombage (axe V) alors que le vrai problème venait de l’interaction entre la hauteur du butée arrière et l’affaissement de la pièce. Ils réglaient le bélier alors que la pièce pivotait sur un doigt de butée mal soutenu. C’est comme trier de bonnes pièces dans la benne à ferraille parce que la butée de cisaille était desserrée — vous accusez la coupe alors que la référence avait bougé.
Donc oui, Y1/Y2 l’indépendance corrige le désalignement du vérin. Mais sans X et R stables et programmables — et finalement Z1/Z2— vous continuez à introduire des conditions incohérentes dans un vérin parfaitement parallèle.
La précision commence avant que le poinçon ne touche l’acier.
| Section | Contenu |
|---|---|
| Titre | Axes X et R : pourquoi le réglage manuel de la hauteur sabote la précision de l’angle de pliage sous charge |
| Introduction | Parlons charge, pas théorie. |
| Scénario de charge | Vous réglez la hauteur R pour un rebord de tôle douce de 1/4 de pouce. Parfait à vide. Sous 80 tonnes sur un long pli, la tôle fléchit, les doigts du butée arrière subissent une poussée vers le haut, et la pièce se soulève ou s’enfonce selon l’endroit où elle est soutenue. Si R a été réglé en effectuant un seul positionnement puis en l’acceptant tel quel, cette déflexion n’est pas corrigée dynamiquement. |
| Problème résultant | D’où une dérive de l’angle. |
| Compensation de l’opérateur | Sur une configuration X+R basique, l’opérateur compense en ajustant légèrement R entre les frappes ou en relevant physiquement la pièce pendant le pliage. Cela modifie la façon dont la force se transfère vers les épaules de la matrice. Et une fois que ce chemin de force change, Y1/Y2 peuvent maintenir le vérin parallèle toute la journée et produire quand même des angles de bride incohérents, car le matériau n’est pas positionné de la même manière deux fois de suite. |
| Cause racine | Ce n’est pas une confusion logicielle. C’est une instabilité de la référence mécanique. |
| Correctif mal diagnostiqué | J’ai vu des ateliers traquer des variations d’angle d’un demi-degré en recalibrant le bombage (axe V) alors que le vrai problème venait de l’interaction entre la hauteur du butée arrière et l’affaissement de la pièce. Ils réglaient le bélier alors que la pièce pivotait sur un doigt de butée mal soutenu. C’est comme trier de bonnes pièces dans la benne à ferraille parce que la butée de cisaille était desserrée — vous accusez la coupe alors que la référence avait bougé. |
| Conclusion | Donc oui, l’indépendance de Y1/Y2 corrige le désalignement du vérin. Mais sans X et R stables et programmables — et finalement Z1/Z2 — vous continuez à introduire des conditions incohérentes dans un vérin parfaitement parallèle. |
| Déclaration de clôture | La précision commence avant que le poinçon ne touche l’acier. |
Faites ce test mentalement.
Prenez une plaque plate. Ajoutez une seule bride centrée. Un butée arrière à 3 axes la gère sans problème.
Déplacez maintenant cette bride de 10 cm vers la gauche. Toujours gérable ; les deux butées prennent appui sur le même bord.
Ajoutez maintenant une bride de retour uniquement du côté droit. Soudain, une butée doit éviter une jambe déjà formée tandis que l’autre doit rester serrée contre un bord. Avec une poutre Z partagée, vous rétractez soit les deux butées, soit aucune. Si vous rétractez les deux, vous perdez le support d’un côté. Si vous les gardez toutes deux en avant, l’une entre en collision.
C’est à ce moment-là que Z1/Z2 cessent d’être un luxe pour devenir une nécessité.
Les ateliers affirment parfois qu’un système 3+1 —Y1/Y2, X et bombage — couvre “ la plupart des travaux ”. Ils ont raison pour les équerres et profilés symétriques. Mais dès que les pièces comportent des décalages, des ourlets ou des pliages en séquence qui modifient le bord de référence disponible en cours d’opération, le positionnement latéral indépendant est ce qui maintient un contrôle de profondeur constant du premier au quatrième pli.
Il y a un autre détail. Certains systèmes offrent le Delta X — profondeur indépendante par doigt. Ça semble puissant. Ça l’est. Mais si le contrôleur ne synchronise pas le Delta X avec Z1/Z2 et Y1/Y2, vous pouvez créer un mauvais alignement diagonal sur une séquence multi-plis. Un doigt avance plus tôt, l’autre prend du retard, le coulisseau reste parallèle, et la pièce se vrille parce que vos références n’étaient pas coordonnées.
Les axes ne sont d’aucune aide s’ils ne bougent pas de concert.
Voici donc le seuil pratique : si votre plan vous oblige à penser, “ Je vais juste écarter ce doigt pour ce pli ”, vous êtes déjà dans le territoire Z1/Z2 que vous l’ayez prévu dans votre budget ou non.
Ignorez ça, et vous vous portez volontaire pour l’incohérence.
J’ai vu l’autre extrême.
Un atelier passe à un X complet, un R, Z1/Z2, et même le Delta X. Six axes sur la fiche technique. Grand écran tactile couleur. La première semaine, la mise à zéro prend plus de temps que le pliage parce que X attend que R se libère, R attend que Z1/Z2 trouve les fins de course, et un axe se met en défaut si un autre atteint sa course trop tôt.
Désormais, c’est la complexité qui devient le goulot d’étranglement.
Sur certains systèmes, la séquence de référence est chaînée : Z1/Z2 doit se mettre à zéro avant que R ne bouge ; R doit se dégager avant que X ne finalise. Si un doigt atteint trop tôt sa limite — disons qu’une pièce longue nécessitait un déplacement latéral inhabituel — tout le butée arrière s’arrête. La production semble plus lente qu’avec l’ancienne machine à 3 axes.
Ce n’est pas un argument contre davantage d’axes. C’est la preuve de la thèse de l’article, mais inversée : les capacités matérielles n’améliorent la précision que lorsque le contrôleur peut réellement calculer, simuler et coordonner intelligemment ces axes.
Sinon, vous avez empilé des pièces mobiles sans chef d’orchestre.
Plus d’axes élargissent l’enveloppe géométrique que vous pouvez atteindre. Une mauvaise coordination la réduit de nouveau par de nouveaux modes de défaillance — collisions, mouvements mal synchronisés, erreurs de référence qui se traduisent par des pièces pliées au rebut plutôt que par des messages d’alarme.
Les fondations comptent plus que la vitrine.
Et une fois que vous ajoutez Z1/Z2, la prochaine question n’est pas de savoir si vous en aviez besoin.
C’est de savoir si votre contrôleur est assez intelligent pour les empêcher de se battre entre eux.
L’année dernière, je me suis tenu à côté d’une presse plieuse à cinq axes—Y1/Y2, X, R, Z1/Z2 tous fièrement listés sur la fiche technique. Grand écran tactile couleur. Le programmeur a chargé un travail de support avec trois décalages et un retour de bride. Au lieu d’importer le modèle, il a tapé les longueurs de bride et les déductions de pli, ligne par ligne, à partir d’un plan scotché au montant latéral. Lorsque le troisième pli est arrivé 0,7 mm trop court, il n’a pas blâmé les axes. Il a retapé la profondeur.
C’est la ligne de partage. Pas le nombre de moteurs accrochés à l’arrière. Mais si le contrôleur peut prendre la géométrie de la pièce et la convertir en un mouvement d’axes coordonné sans demander d’abord à un humain de la traduire.
Les axes vous donnent une liberté physique. Le logiciel décide si cette liberté se transforme en mouvement synchronisé ou simplement en plus de façons de se tromper.
Si votre contrôleur traite la géométrie comme un problème de calculatrice au lieu d’un modèle, vous ne faites pas fonctionner un système coordonné. Vous exécutez un test de mémoire assisté par servomoteur.
Et la mémoire n’est pas un système de contrôle.
Imaginez une boîte à quatre plis avec deux brides inégales et un ourlet. Sur un contrôleur à saisie pas à pas, l’opérateur entre le matériau, l’épaisseur, la matrice en V, puis saisit manuellement chaque dimension de bride. Le contrôle calcule la profondeur de pli à partir d’une table de facteur K. Cela semble correct — jusqu’à ce que le deuxième pli change la face de référence. Maintenant Z1/Z2 doit se repositionner indépendamment, X doit se référer à une autre face, et le contrôleur n’a aucune conscience de la forme 3D en évolution. Il ne connaît que des chiffres dans une séquence.
Ainsi, l’opérateur déplie mentalement la pièce. Il décide quelle arête devient primaire après chaque frappe. Il choisit quand rétracter un doigt Z et garder l’autre en position. S’il se trompe d’un millimètre dans cette transition, Y1/Y2 maintiennera toujours le bélier parallèle — mais ils appuieront sur une pièce mal positionnée.
C’est ainsi que vous vous retrouvez avec une pile de pièces toutes systématiquement incorrectes. Comme jeter de bonnes ébauches à la benne parce que quelqu’un a mal lu le zéro de la butée arrière, la machine a fait exactement ce qu’on lui a demandé — juste pas ce que la pièce exigeait.
Maintenant, comparez cela avec le dépliage 3D natif. Le contrôleur importe le modèle solide, calcule le développé, simule l’ordre des plis et assigne les mouvements d’axes—X, R, Z1/Z2, et Y1/Y2—en fonction de la géométrie changeante de la pièce. Il “sait” quand une bride bloque un doigt. Il “sait” quand se déplacer latéralement avant la descente du bélier. L’opérateur ne traduit pas la géométrie ; il vérifie une simulation.
Mais il y a une limite nette que la plupart des ateliers manquent : le contrôleur ne peut commander que les axes qu’il possède réellement. Si le logiciel déplie magnifiquement un modèle mais que vous n’avez pas d’axes indépendants Z1/Z2, il ne peut toujours pas immobiliser un doigt et maintenir l'autre engagé. Une conscience géométrique sans indépendance physique n’est qu’un aperçu plus joli.
La vraie question n’est donc pas “ A-t-il des graphismes 3D ? ” mais “ Le contrôle peut-il convertir la géométrie 3D en mouvements d’axes synchronisés et indépendants sans traduction humaine ? ”
Si ce n’est pas le cas, vous programmez encore des pliages. Vous ne programmez pas des pièces.
Je l’ai chronométré plus d’une fois. Une pièce de complexité moyenne — six pliages, deux changements d’outil, un retour délicat — prend environ 20 à 30 minutes à programmer sur la machine si vous saisissez les coordonnées à la main et vérifiez les dégagements avec des déplacements manuels lents. Et cela avec un opérateur expérimenté.
Imaginez maintenant ce même travail programmé hors ligne. Bibliothèque d’outils chargée. Géométrie de la machine définie. Le logiciel simule la course du coulisseau, R les changements de hauteur, Z1/Z2 les retraits et signale une collision avec un doigt avant que l’acier ne touche jamais la matrice. Lorsque le fichier arrive sur la presse plieuse, le premier mouvement physique se fait à la vitesse de production.
La différence, ce n’est pas la commodité. C’est la maîtrise des erreurs.
Au pupitre, la découverte des collisions se fait physiquement. Vous déplacez en mode manuel Z1/Z2, vous abaissez Y1/Y2, vous surveillez toute interférence. Si vous la manquez, vous abîmez un doigt ou marquez une pièce. Chaque quasi-incident invite à penser “ dégageons simplement les deux doigts à cette étape ”. C’est ainsi que le support latéral disparaît et que la longueur des brides dérive.
La simulation hors ligne déplace ce risque en amont. Le contrôleur calcule si R doit se lever avant que X avance. Il séquence les mouvements pour que les axes n’attendent pas inutilement les uns sur les autres. Cette coordination est importante car lorsque les axes rentrent à leur position d’origine ou se repositionnent dans le désordre, les opérateurs commencent à contourner l’automatisme pour “ gagner du temps ”. C’est à ce moment-là que le mouvement synchronisé se transforme en improvisation.
Et l’improvisation, ça coûte cher.
Une interface tape-à-l’œil qui nécessite encore une découverte de collision en direct, c’est comme une vitrine posée sur une structure branlante. Ça a l’air moderne. Ça se comporte comme au Moyen Âge.
Si votre flux de travail repose sur la détection d’erreurs pendant que le coulisseau est en mouvement, vous payez la complexité deux fois — une fois en temps de programmation, une fois en rebuts.
Je suis entré dans un atelier qui faisait tourner deux presses identiques. Même tonnage. Même Y1/Y2, X, R, Z1/Z2 configuration. L’une récupérait les travaux depuis un serveur partagé — modèle 3D, configuration des outils, séquence de pliage, positions des axes, tout était intégré. L’autre dépendait de fiches de configuration manuscrites scotchées sur la protection.
Après trois semaines sur une commande répétée, la première machine a maintenu la variation des brides dans sa plage de tolérance habituelle sans aucun réglage de profondeur. La seconde voyait ses opérateurs ajuster la profondeur de pliage dès la troisième série parce que “ le matériau semble différent ”.”
Le matériau n’a pas changé. La constance de la référence, oui.
Quand les données circulent directement du modèle vers le contrôleur, X les positions ne sont pas réinterprétées. R les hauteurs ne sont pas devinées de mémoire. Z1/Z2 les décalages latéraux ne sont pas décidés à l’improviste. Chaque mouvement d’axe est calculé à partir de la même source géométrique à chaque fois. C’est ça, la certitude mécanique.
Quand les données résident dans la tête de l’opérateur, de petits écarts s’installent. Quelqu’un décide de rétracter les deux butées au lieu d’une seule. Quelqu’un d’autre laisse R 2 mm plus haut pour faciliter le chargement. Si Y1/Y2 ne peut pas corriger automatiquement la pression latérale, l’opérateur commence à caler, retourner, compenser au feeling. La répétabilité devient un trait de personnalité.
C’est ainsi qu’on se retrouve avec une palette parfaite et la suivante presque bonne pour la benne à rebuts — non pas parce que la machine a changé, mais parce que la couche de traduction a changé.
Le flux automatique de données ne rend pas votre presse plieuse plus intelligente. Il supprime la réinterprétation humaine entre la géométrie et le mouvement. Et lorsque des axes indépendants exécutent des positions pré-calculées à chaque cycle, la variabilité a moins d’endroits pour se cacher.
Voici la vérité brute : si votre contrôleur ne peut pas transférer la géométrie de la conception au mouvement synchronisé Y1/Y2, X, R, et Z1/Z2 sans dépendre de la mémoire de l’opérateur, vous ne possédez pas un système de précision — vous possédez une boîte à suggestions avec des vérins hydrauliques.
Vous voulez savoir comment choisir un contrôleur qui offre un contrôle d’axes synchronisé basé sur la géométrie plutôt qu’un dessin animé soigné sur un grand écran tactile couleur.
Commencez par la benne à rebuts.
Pas la brochure. Pas la pièce de démonstration que le vendeur a pliée une fois dans un showroom. La véritable série rejetée du mois dernier. Disposez les pièces sur une table. Observez le motif des défauts comme si vous lisiez une scène de crime. L’angle dérivait-il de gauche à droite ? Les longueurs de brides étaient-elles incohérentes d’un pli à l’autre ? Les opérateurs ont-ils pivoté les pièces en cours de cycle parce que la butée arrière ne pouvait pas soutenir la géométrie ?
Ce n’est pas de la nostalgie. C’est de la rétro-ingénierie.
Si vos 50 dernières pièces rejetées présentent toutes le même symptôme, ce symptôme indique un axe manquant ou sous-utilisé, ou une limite mécanique qu’aucun contrôleur ne peut masquer. Considérez le tas de rebuts comme un journal d’audit écrit dans l’acier. La benne à ferraille est le seul consultant de l’atelier qui ne ment jamais.
Si vous ne laissez pas les pièces rejetées guider votre cahier des charges, vous achetez une vitrine en verre en espérant qu’elle soutienne le bâtiment.
Variation d’angle sur toute la largeur ? Première question : était-ce Y1/Y2 en contrôlant indépendamment la profondeur du vérin, ou fonctionniez-vous en mode couplé et corrigiez-vous avec des cales ?
Parce que voici la vérité mécanique : Y1/Y2 l’indépendance contrôle le parallélisme gauche-droite du vérin. Cela affecte la constance de l’angle de pliage sur la pièce. X, R, Z1/Z2 n’influencent pas l’angle ; ils contrôlent l’endroit où la pièce est placée, pas la profondeur de pénétration du poinçon. Si vous accusez le contrôleur d’une dérive d’angle alors que votre table se fléchit et que vous n’avez pas de compensation de bombage, c’est un problème de bâti de machine, pas de logiciel.
Passer à un écran plus sophistiqué ne redressera pas l’acier.
Regardez maintenant les longueurs de brides incohérentes. C’est la répétabilité de l’axe X. Les axes X modernes à entraînement servo peuvent se positionner à quelques centièmes de millimètre près. Si la longueur des brides varie aléatoirement, soit l’axe X manque de précision servo, soit les opérateurs ressaisissent les chiffres au lieu d’exécuter des programmes enregistrés. Si la pièce est asymétrique et qu’un côté nécessite une butée différente de l’autre, un X1/X2 indépendant peut réduire les repositionnements manuels — mais c’est de l’efficacité de flux, pas un meilleur angle.
Défaillance différente. Axe différent.
Et lorsque les opérateurs font pivoter les pièces en cours de processus parce qu’un doigt de butée arrière gêne une bride de retour, c’est une discussion Z1/Z2. Un déplacement latéral indépendant permet à un doigt de se rétracter pendant que l’autre reste engagé. Sans cela, l’opérateur devient l’axe — soulevant, retournant, devinant. C’est de la géométrie traduite par la mémoire musculaire.
Si Y1/Y2 ne peut pas corriger automatiquement la pression latérale, l’opérateur commence à caler, retourner, compenser à l’instinct.
Voici votre filtre : pour chaque série rejetée, nommez l’axe qui l’aurait évitée. Si vous ne pouvez pas en nommer un, vous n’avez pas besoin de plus d’axes — vous avez besoin d’une meilleure utilisation de ceux que vous possédez déjà.
J’ai vu des machines à huit axes fonctionner comme des presses plieuses à deux axes car personne n’a formé l’équipe à les programmer.
Un système à 4 axes utilisé en mode basique est indiscernable d’une machine plus simple — sauf pour la facture d’entretien. Plus d’axes ne permettent d’améliorer la précision que lorsque la géométrie exige un mouvement indépendant et que l’atelier programme effectivement ce mouvement.
Prenons un support de production typique : profondeurs de brides constantes, pas de retours asymétriques, largeur modérée. Un bon Y1/Y2, X, et R gèrent cela toute la journée. Un axe X servo donne une longueur de bride reproductible. L’axe R ajuste la hauteur verticale des doigts pour les pièces en forme de boîte. Y1/Y2 maintient le vérin parallèle. Pour la plupart des travaux en série, c’est le point idéal du ratio précision/complexité.
Passons maintenant à de grands panneaux avec des profondeurs de bride différentes à chaque extrémité. Des X1/X2 et R1/R2 indépendants vous permettent de positionner les deux côtés en un seul cycle. Cela réduit la manutention. Cela fait gagner du temps. Mais ça ne resserre pas magiquement la tolérance d’angle ; cela élimine des étapes de repositionnement où l’erreur humaine peut s’infiltrer.
La commodité et la précision sont cousines, pas jumelles.
Et ne confondez pas la compensation de flèche du lit (souvent appelée axe V ou système de bombage) avec l’intelligence du contrôleur. Si le centre de votre long pli est ouvert parce que le bâti se fléchit sous la charge, aucun nombre d’axes de butée arrière ne corrigera cela. C’est de l’acier structurel, pas du logiciel.
Plus d’axes sans nécessité géométrique, c’est comme ajouter une autre goulotte à la benne à ferraille : cela ne réduit pas les rebuts, ça ne fait que les organiser.
Achetez des axes pour résoudre des conflits géométriques spécifiques, pas pour impressionner les visiteurs.
Les fiches commerciales énumèrent les axes comme des chiffres de puissance. Y1/Y2, X, R, Z1/Z2, parfois des paires indépendantes partout. La lecture est impressionnante.
Mais il y a une limite claire que la plupart des ateliers manquent : le contrôleur ne peut commander que les axes qu’il possède réellement—et uniquement de la façon dont vos pièces l’exigent.
Inversez donc le processus d’achat.
Au lieu de demander : “ Quelle est la configuration maximale d’axes disponible ? ”, demandez : “ Quels travaux allons-nous chiffrer l’année prochaine que nous refusons actuellement ou que nous réalisons avec difficulté ? ” Sortez ces plans. Recherchez les exigences géométriques : brides asymétriques, grandes boîtes, longs panneaux avec des tolérances d’angle serrées sur la largeur, pliages en plusieurs étapes où l’interférence des doigts est inévitable.
Ensuite, associez la géométrie à l’indépendance.
Longues pièces critiques en tolérances ? Priorisez une synchronisation et un contrôle de bombage robustes. Boîtes profondes avec hauteurs de brides variables ? L’axe R et éventuellement R1/R2 indépendants comptent. Pièces asymétriques et volumineuses avec points d’appui changeants ? Z1/Z2 démontre son utilité. Production très variée en petites séries où les erreurs de réglage dominent ? Investissez dans un contrôleur capable de traduire directement les modèles 3D en mouvements coordonnés de Y1/Y2, X, R, Z1/Z2 sans ressaisie manuelle. Y1/Y2 Là, vous n’achetez plus un écran. Vous achetez de l’acier structurel pour la base.
La partie moins évidente est la suivante : la précision ne vient pas du nombre total d’axes—elle vient de l’adaptation du contrôle indépendant des axes à la complexité géométrique de vos pièces et de l’utilisation réelle de cette indépendance dans les mouvements programmés. Tout ce qui dépasse cela est décoratif.
La prochaine fois que vous entrerez dans un showroom et verrez cet écran brillant qui vous attire, ne touchez pas l’écran.
Demandez quel axe manquant aurait sauvé votre dernier lot refusé—et si votre équipe sait le faire fonctionner.
Commandes de presses plieuses.


















