

Une presse plieuse n’est pas un achat — c’est un calcul. Pourtant, trop souvent, ce calcul est confié à quelqu’un motivé par un quota, et non par la précision. Lorsque vos chiffres de tonnage proviennent de “ tableaux standards ” génériques plutôt que des matériaux et pièces que vous formez réellement, vous risquez de vous retrouver avec une machine qui soit écrase les travaux délicats, soit s’arrête net sur des pliages rentables. La différence entre un tonnage précis et des estimations approximatives n’est pas théorique — c’est la frontière entre un temps de fonctionnement optimal et un arrêt coûteux.
On ne peut pas estimer la force de pliage à l’œil — surtout lorsque la géométrie des outils, les propriétés des matériaux et la variété des travaux peuvent faire varier la charge requise de 30 à 70 %. Un dimensionnement correct commence par la physique, pas par le prix. Cela signifie comprendre comment les tableaux standards, les hypothèses de résistance à la traction et la variabilité des travaux faussent vos données de tonnage — et apprendre à remplacer les estimations approximatives par des calculs solides.
Chaque tableau de tonnage accroché dans une salle d’exposition comporte la même faille : il suppose un acier doux plié sur des matrices parfaites 8×S dans des conditions idéales. La production réelle n’est jamais aussi ordonnée. Les tôles fines se plient plus nettement ; les plaques épaisses se comportent différemment. Utilisez une matrice trop étroite (par exemple 6×S au lieu de 8×S) et la force requise peut dépasser largement la capacité mécanique de la presse. Trop large, et le coulisseau doit parcourir une distance supérieure à ce que la presse peut supporter.

Voici la véritable formule : P = 650 × S² × L / V, où P est en kilonewtons, S est l’épaisseur en millimètres, L est la longueur de pliage en mètres, et V est l’ouverture de la matrice. Divisez par dix pour obtenir des tonnes. Modifiez une seule variable et tout votre profil de tonnage change — en particulier l’ouverture de la matrice. Passer d’une matrice de 40 mm à 30 mm sur une tôle de 5 mm et la demande de tonnage grimpe de près de 40 %. Vous voyez rarement cela mentionné dans les brochures, car les “ tableaux standards ” privilégient la simplicité au détriment de la précision.
Le résultat est facile à prévoir : les ateliers achètent des presses plieuses de 100 tonnes pour des pièces qui nécessitent parfois 160 tonnes, ou dépensent trop pour des bâtis surdimensionnés parce qu’une démonstration sur tôle fine semblait parfaite. Testez votre tonnage à la profondeur réelle des travaux, et non à celle de la salle d’exposition, et les chiffres cessent de vous induire en erreur.
L’acier inoxydable révèle rapidement l’erreur de traiter tous les métaux comme équivalents. Alors que l’acier doux offre généralement une résistance à la traction d’environ 450 MPa, l’inox peut dépasser largement les 700 MPa. Cette résistance supplémentaire augmente le tonnage requis d’environ 50 %, et pourtant de nombreux tableaux de tonnage dits “ universels ” supposent encore les valeurs de l’acier doux. C’est pourquoi de nombreux acheteurs sont pris au dépourvu lorsque leur presse plieuse de 100 tonnes fléchit sous des pièces en inox qu’ils pensaient plier facilement.
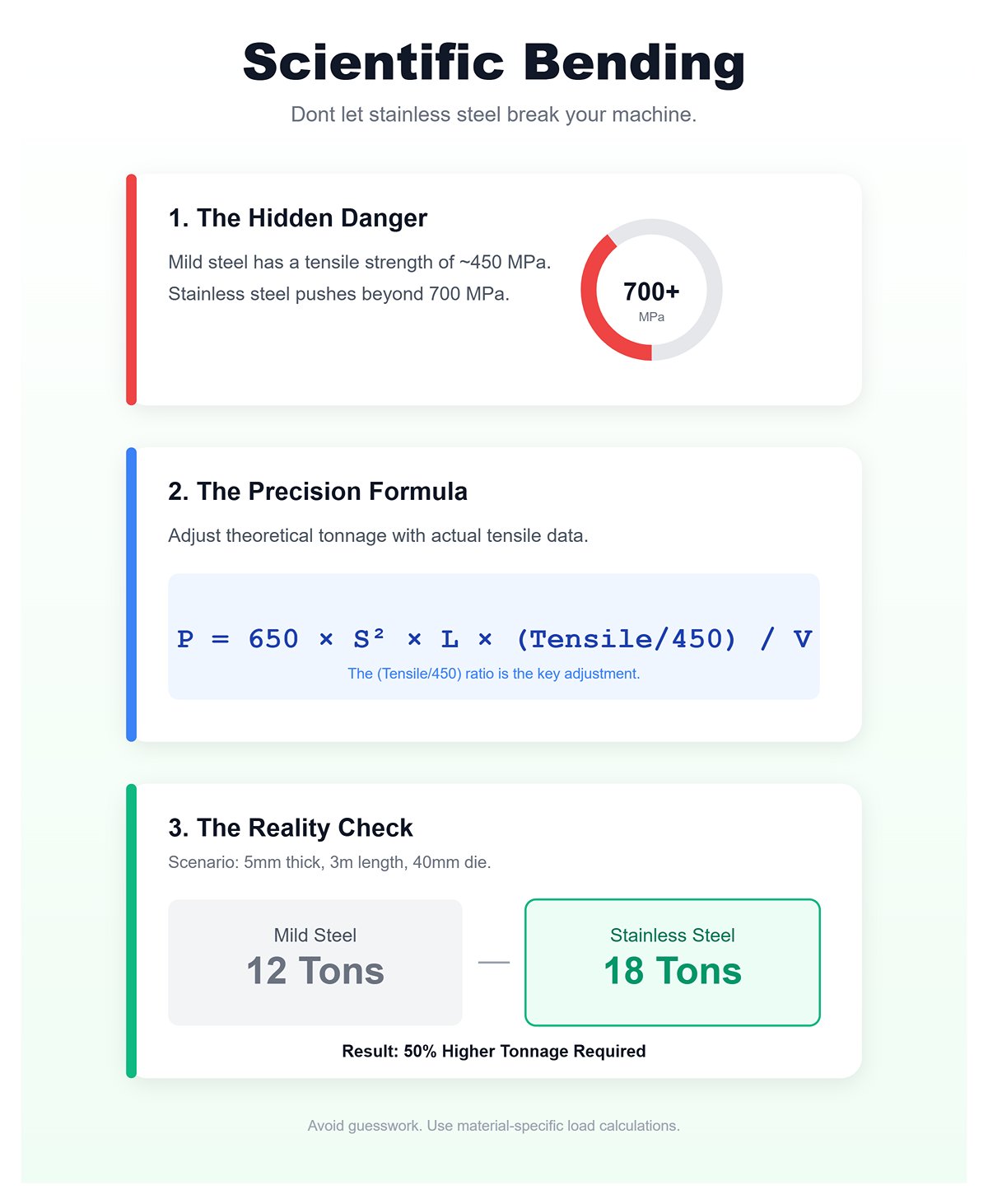
Pour corriger en fonction de la résistance du matériau, appliquez cette formule de base modifiée : P = 650 × S² × L × (résistance réelle / 450) / V. Cet ajustement traduit le tonnage théorique en chiffres réels. Pour de l’inox de 5 mm sur 3 mètres avec V = 40 mm, P ≈ 650 × 25 × 3 × 1,5 / 40 = 18 tonnes — contre seulement 12 tonnes pour l’acier doux. En extrapolant sur une journée entière de production, on comprend vite pourquoi les châssis sous-dimensionnés fléchissent et donnent des angles de pliage incohérents.
Les graphiques qui ignorent les variations de résistance à la traction donnent une image trompeuse de la capacité de la machine. Les outils modernes — comme le Load Calc de Cincinnati — utilisent des données spécifiques aux matériaux plutôt que des approximations, calculant des charges précises pour chaque type de métal. La solution n’est pas d’acheter la plus grosse plieuse que vous pouvez trouver ; c’est d’acheter avec une précision scientifique.
Peu d’erreurs consument le capital plus vite que de dimensionner une machine pour un travail que vous ne verrez presque jamais. De nombreux acheteurs aperçoivent une tôle de 10 pieds en acier doux d’un quart de pouce d’épaisseur et se tournent vers une presse de 165 tonnes, oubliant que la plupart de leurs séries de production sont deux fois plus courtes. Lorsque vous concevez pour des charges de travail typiques plutôt que pour des exceptions, vous réduisez la masse de la machine, la demande en puissance et le coût d’achat — économisant souvent $50 000 ou plus tout en maintenant une capacité de production complète.

La mesure la plus intelligente est celle-ci : dimensionnez votre presse pour le 80% des pièces que vous pliez réellement, et externalisez les rares extrêmes. Réduire de moitié la longueur de travail réduit presque de moitié les besoins en tonnage — une charge de 5 pieds fonctionne facilement avec 80–100 tonnes, tandis qu’une plaque de 10 pieds exige environ 165. Rappelez-vous, un châssis de presse ne fournit pas de force gratuite ; il consomme de l’électricité et occupe de l’espace qu’il travaille ou non. Les plieuses surdimensionnées sont comme des camions de fret stationnés — impressionnants, coûteux et sous-utilisés.
Comparez vos spécifications aux travaux que vous traitez régulièrement. Utilisez le Raccourci pour l’acier doux (≈8 × épaisseur(mm) × longueur(m) = tonnes), puis ajustez pour l’inox avec un multiplicateur ×1,5–2,0 et incluez une marge de sécurité de 20%. Cette méthode vous placera à environ 10% de votre besoin réel en performance — suffisamment précis pour éviter à la fois la fatigue de la machine et les dépenses inutiles.
Votre pouvoir d’achat n’est pas défini par le tonnage — il est défini par la pertinence. Lorsque vous adaptez une plieuse à votre charge de travail quotidienne plutôt qu’à des travaux rares, les calculs vous récompensent poste après poste par une productivité constante et des retours intelligents.
La longueur annoncée du lit d’une plieuse correspond rarement à la véritable portée de pliage utilisable. La mesure clé est la distance entre les montants latéraux de la machine— ces éléments verticaux du châssis qui soutiennent le coulisseau et le lit. Cette “ distance entre colonnes ” est souvent inférieure de 10 à 20 pouces à la longueur nominale du lit, en particulier dans les conceptions économiques où la largeur du châssis est réduite pour économiser du matériau. Par exemple, une plieuse annoncée avec un lit de 120 pouces peut ne fournir que 104 pouces de dégagement réel. Dans ce cas, un panneau pleine largeur heurtera les montants sauf s’il est positionné en biais, ce qui introduit des risques de pliages incohérents et de collisions d’outillage.
Le dégagement pour les brides ajoute une autre couche de complexité. Des brides hautes peuvent heurter le coulisseau ou l’outillage supérieur lors de la course de retour si la hauteur d’ouverture verticale— la distance entre le lit et le coulisseau en extension complète — moins la longueur de course est inférieure à la hauteur de la bride. Un piège courant survient lorsque la hauteur d’ouverture est généreuse mais que la longueur de course est courte, laissant un espace insuffisant après le formage. Cela peut coincer les pièces dans la plieuse ou obliger à un retrait dangereux. Pour éviter cela, ne vous fiez pas uniquement aux dimensions du lit ; mesurez votre bride la plus haute par rapport à la hauteur fermée de la machine, et ajoutez une marge de sécurité pour le retour élastique, qui peut nécessiter 20–30% de dégagement supplémentaire.
La profondeur de gorge — la distance horizontale entre la ligne de pliage et le bord intérieur du montant latéral de la machine — est souvent sous-estimée. Les profondeurs standard de 6 à 12 pouces suffisent généralement pour les travaux plats, mais peuvent limiter sévèrement les pièces formées comme les profils en U, les boîtes profondes ou les panneaux décalés. Si la distance entre la ligne de pliage et le bord éloigné de la pièce dépasse la profondeur de gorge, le matériau frappera le bâti en C pendant le pliage. C’est particulièrement problématique avec les grands enroulements ou les panneaux d’enceinte, qui nécessitent un dégagement important lors de la fermeture du pli.
Un matériau plus épais augmente encore la demande en profondeur de col de cygne, car le rayon de pivotement croît avec l’épaisseur. Le formage de l’acier de 1/4 de pouce, par exemple, peut nécessiter jusqu’à 50 % de profondeur supplémentaire par rapport à une tôle fine pour éviter toute interférence avec le bâti. De nombreux ateliers ne découvrent cela qu’après que les temps de cycle ont explosé en raison de retournements ou repositionnements de pièces maladroits, ce qui introduit souvent des erreurs d’alignement. La mesure préventive simple : disposer votre dessin de pièce, mesurer de chaque ligne de pliage jusqu’au bord opposé, et s’assurer que cette distance tient dans la profondeur de col de cygne disponible plus une petite marge de dégagement.
| Concept | Description |
|---|---|
| Définition de la profondeur de col de cygne | Distance horizontale entre la ligne de pliage et le bord intérieur du montant latéral de la machine. |
| Plage de profondeur standard | Typiquement de 6 à 12 pouces ; adéquate pour un travail à plat. |
| Limitation pour les pièces formées | Peut limiter le formage de profils en U, de boîtes profondes, de panneaux décalés si la distance entre la ligne de pliage et le bord éloigné dépasse la profondeur de col de cygne. |
| Interférence potentielle | Le matériau peut heurter le bâti en C pendant le pliage, en particulier pour les grands enroulements ou panneaux d’enceinte nécessitant un dégagement de pivotement. |
| Effet de l’épaisseur du matériau | Un matériau plus épais augmente la profondeur de col de cygne requise en raison d’un rayon de pivotement plus grand. |
| Exemple d’exigence | Le formage d’acier de 1/4 de pouce peut nécessiter jusqu’à 50 % de profondeur supplémentaire par rapport à une tôle fine pour éviter toute interférence avec le bâti. |
| Impact d’une profondeur insuffisante | Entraîne des temps de cycle plus longs, des retournements/repositionnements de pièces maladroits et des erreurs d’alignement. |
| Mesure préventive | Sur les dessins de pièces, mesurer de chaque ligne de pliage jusqu’au bord opposé, et s’assurer que cela tient dans la profondeur de col de cygne disponible plus la marge de dégagement. |
L’empreinte d’une machine ne se limite pas à la longueur du lit et à la largeur du bâti. Les équipements de sécurité modernes et les zones d’accès pour la maintenance introduisent ce que l’on appelle souvent “ l’empreinte fantôme ” — les zones tampons invisibles autour de la plieuse qui doivent rester dégagées. Les rideaux lumineux, exigés par l’OSHA pour certaines opérations, nécessitent généralement au moins 20 pouces d’espace entre la ligne d’outillage et les poteaux émetteur et récepteur. Les butées arrière pivotantes peuvent s’étendre encore davantage lors des cycles de changement d’outils, décrivant des arcs de 18 à 24 pouces. Les armoires électriques ajoutent fréquemment 12 à 16 pouces supplémentaires à la dimension arrière ou latérale.
Lorsque vous prenez en compte tous ces éléments, une presse plieuse avec un lit nominal de 10 pieds peut en réalité nécessiter plus de 14 pieds d’espace au sol utilisable. Négliger ces zones supplémentaires peut étouffer le flux de travail, obstruer les allées de chariots élévateurs ou enfreindre les distances de sécurité requises. Certaines presses subissent même une légère déformation du bâti sous de fortes charges — certains modèles européens ont documenté un mouvement de la gorge de 2 à 4 pouces sous haute tonnage — ce qui peut modifier subtilement les zones de dégagement en cours de cycle. Planifiez toujours en utilisant des mesures réelles en fonctionnement plutôt que des spécifications statiques de catalogue.
Vous pouvez réaliser un audit rapide des dégagements en quelques minutes seulement en utilisant les pièces que vous produisez déjà :
Le succès consiste à vérifier que chaque mesure critique de vos pièces s’insère confortablement dans l’enveloppe de travail réelle de la machine, et non simplement dans la longueur de son lit. Si une seule pièce ne passe pas ces vérifications de dégagement, c’est un signal d’alerte. Ajustez la spécification de la machine ou modifiez la géométrie de la pièce avant de vous engager dans un achat. Cette évaluation de cinq minutes peut économiser des milliers en temps de réglage et éviter des modifications coûteuses après livraison.
La croyance que l’ajout de plus d’axes augmente automatiquement les bénéfices est l’une des idées reçues persistantes de la fabrication. En réalité, chaque amélioration de commande accroît la complexité plus rapidement qu’elle n’élargit les capacités — à moins que votre flux de travail et vos opérateurs soient prêts à en tirer pleinement parti. Une presse plieuse CNC sophistiquée à 6 axes ne génère un retour sur investissement que lorsque les opérateurs peuvent interpréter des données de pliage complexes, compenser le retour élastique et gérer les corrections d’angle en temps réel. Sans ces compétences, la précision supplémentaire reste enfermée dans le logiciel tandis que les coûts de main-d’œuvre et la dépréciation de la machine augmentent.
Pour la majorité des ateliers, des axes synchronisés Y1/Y2 couvrent environ 80 % des opérations de pliage avec une précision au sous‑millimètre. Un opérateur de niveau II certifié selon les normes NIMS peut atteindre régulièrement une précision de ±0,5 mm sur des brides droites en utilisant des commandes NC semi‑automatisées. Cet opérateur coûte moins cher à embaucher et à former que de maintenir des licences logicielles et une formation continue pour une CNC multi‑axes. Lorsque des techniciens bien formés surpassent une automatisation sous‑utilisée, la période de retour sur investissement du matériel supplémentaire disparaît tout simplement.
Les données d’audit de fabrication confirment cette tendance : les ateliers utilisant des systèmes NC à 4 axes avec des opérateurs expérimentés produisent des pièces indistinguables en qualité de celles fabriquées sur des machines à 6 axes — sauf pour les travaux de boîtes profondes ou de pliages multiples complexes. Le coût caché n’est pas le servo supplémentaire, mais le spécialiste nécessaire pour le maintenir calibré. À moins que vous ne produisiez quotidiennement des panneaux de haute précision pour l’aéronautique ou l’électroménager, l’équation coût‑bénéfice favorise systématiquement l’embauche de compétences plutôt que l’achat de capacités.
La programmation hors ligne distingue l’efficacité théorique du rendement réel. Une véritable presse plieuse CNC justifie son investissement lorsque le prochain travail est préparé pendant que l’actuel est encore en cours de cycle. L’indicateur clé est simple : votre opérateur peut‑il charger les données d’outillage et simuler le Travail 2 dans les dix minutes suivant le démarrage du Travail 1 ? Si ce n’est pas le cas, une partie de la valeur de votre CNC reste inactive en temps d’attente.
Les ateliers à production variée et faible volume sous‑estiment souvent le potentiel de chevauchement qu’ils laissent inexploité. Sur des plieuses manuelles ou NC, les opérateurs doivent arrêter la production pour réinitialiser les butées, réaligner les matrices et tester la première pièce. Cette période d’arrêt de 25 à 40 % grignote silencieusement la capacité. En revanche, un opérateur CNC qualifié utilisant la programmation hors ligne peut valider les trajectoires de collision et ajuster l’outillage avant que la plieuse ne termine son dernier cycle — rapprochant l’utilisation de la broche d’un fonctionnement réellement continu.
Le défi caché est que posséder une capacité hors ligne en soi ne résout rien. Cela nécessite une solide maîtrise de la lecture de plans, du calcul des déductions de pliage et de la navigation dans les systèmes de coordonnées des machines. Les nouvelles recrues échouent souvent ici — en interprétant mal les tableaux d’allocation de pliage ou en négligeant de confirmer les coordonnées du butoir arrière lors de la simulation. Lorsque cela se produit, les outils de programmation hors ligne deviennent guère plus que des presse‑papiers numériques coûteux. Le principe directeur est simple : si vos opérateurs ne peuvent pas interpréter de manière autonome une feuille de contrôle, concentrez-vous sur une formation complète avant d’investir dans des contrôleurs améliorés.
La compensation de bombage — la courbure intentionnelle vers le haut du lit ou du coulisseau d’une presse plieuse pour contrer la déflexion — est une épreuve exigeante de connaissances géométriques et de patience. Avec un bombage manuel, les opérateurs doivent comprendre comment la charge, l’épaisseur du matériau et la longueur de la pièce se combinent pour déformer une poutre. Si les calculs sont erronés, le pliage le sera aussi — et même une erreur de dix degrés sur un mètre d’acier inoxydable peut rendre inutilisable toute une série de pièces de grande valeur.
Le bombage hydraulique ou commandé par CNC supprime les approximations. Ces systèmes mesurent la déflexion du coulisseau sous charge et ajustent automatiquement le support central, garantissant la planéité sans intervention de l’opérateur. Les méthodes manuelles, en revanche, reposent sur des cales ou des vis à main — des solutions efficaces pour des opérateurs expérimentés mais impitoyables pour les novices. La fatigue joue également un rôle ; après des heures de calage physique, la précision peut chuter de plusieurs degrés, déclenchant des cycles de retouche qui entament fortement les marges bénéficiaires.
Pour les responsables de production, c’est le moment où les signaux d’alarme doivent retentir. Si votre équipe peine régulièrement à interpréter les plans et la trigonométrie nécessaires à une compensation précise, le véritable coût du bombage manuel dépasse largement les temps de réglage plus longs — il se traduit par un gaspillage coûteux de matériaux. Votre stratégie de rentabilité se résume à deux voies : consacrer six à douze mois à une formation intensive des opérateurs, ou investir dans un système CNC qui automatise entièrement le processus. Une option préserve la valeur de la main-d’œuvre ; l’autre protège contre les lois fondamentales de la physique que vous ne pouvez pas contourner manuellement.
L’outillage de presse plieuse n’est pas universellement compatible, et supposer qu’il l’est peut rapidement transformer votre machine neuve en un équipement coûteux à l’arrêt. L’outillage de style américain traditionnel, courant dans les anciens ateliers américains, présente une languette plate avec des dimensions de montage en pouces. L’outillage de style européen, en revanche, a généralement une languette plus étroite, des épaulements rectifiés avec précision et suit les normes métriques pour les ouvertures de matrice. Ces deux systèmes sont fondamentalement différents et ne peuvent pas être échangés sans modification.
Le problème d’incompatibilité est suffisamment grave pour que des enquêtes industrielles attribuent directement 30–50% des retards d’installation à des commandes d’outillage incompatibles. Considérez le cas d’un atelier ayant acheté une presse plieuse européenne haut de gamme équipée de brides aux spécifications métriques, mais ayant tenté d’économiser en commandant un jeu de poinçons de style américain. Résultat ? Les poinçons ne s’adaptaient pas, obligeant à trois choix coûteux : usiner des cales sur mesure pour combler l’écart (coût supérieur à $5 000), acheter un système d’adaptation dédié avec complexité accrue, ou remplacer complètement l’outillage. Chaque option signifiait des semaines de production perdues et un budget d’outillage ayant explosé à plus de quatre fois l’estimation initiale.
La solution est simple mais absolument cruciale : confirmez le système de bridage, le profil de languette et les dimensions du siège de matrice de votre machine avant de commander un quelconque outillage. Faites correspondre non seulement le style général — américain ou européen — mais aussi les tolérances spécifiques du fabricant pour la hauteur, la largeur et les charges admissibles. Cette diligence élimine le risque de modifications, de dépassements de budget et de délais de livraison manqués qui peuvent saboter le retour sur investissement de votre presse plieuse avant même que vous n’ayez fabriqué votre première pièce.
Commander un ensemble d’outillage tout compris — avec chaque poinçon et matrice imaginable — peut sembler séduisant, mais c’est presque toujours un gaspillage de ressources. En pratique, la plupart des ateliers peuvent traiter 80% de leur travail avec seulement trois outils soigneusement sélectionnés : un poinçon aigu (85°) pour le pliage polyvalent, un poinçon col de cygne pour les boîtes et les canaux, et une matrice à rayon assorti dimensionnée pour la tôle la plus épaisse que vous traitez régulièrement (directive pour l’ouverture de matrice : 8× l’épaisseur du matériau).
Avant l’installation de la machine, analysez les travaux du trimestre précédent à l’aide d’une carte d’outillage. Identifiez les profils que vous formez le plus souvent, les matériaux utilisés et les angles requis. Commencez avec ce kit “ Jour Un ” allégé, puis surveillez les temps de réglage réels et les taux de défauts en production. Si un outil spécialisé — comme un poinçon à persiennes $1 375 — reste inutilisé sur plusieurs séries, ce n’est pas un investissement ; c’est simplement du capital immobilisé.
Cette stratégie d’achat par étapes transforme les acquisitions d’outillage de dépenses spéculatives en investissements fondés sur des preuves concrètes. Un atelier de fabrication a utilisé des feuilles d’audit post‑installation pour identifier et annuler des commandes représentant 40% d’outils initialement jugés essentiels — mais jamais utilisés. Les économies ont été réinvesties dans des systèmes de bridage à grande vitesse, réduisant de moitié les temps de réglage pour chaque travail et augmentant le débit bien au‑delà de ce que leur package d’outillage tout compris initial aurait pu offrir.
Les matrices économiques provenant de fournisseurs non vérifiés prétendent souvent avoir une capacité de pliage “ comparable ” mais échouent sur la métallurgie et la précision dimensionnelle. Un problème fréquent apparaît lors du travail avec l’acier inoxydable, qui a un facteur K plus élevé — ce qui signifie plus de retour élastique — et nécessite environ deux fois la pression de formage de l’acier doux. Les matrices de qualité inférieure se fissurent ou s’ébrèchent souvent sous ces forces, en particulier le long des épaulements, et perdent leur précision à l’ouverture en V, entraînant un remplacement prématuré.
Sur une période de deux ans, le calcul des coûts est sévère. Un jeu de matrices à $800 remplacé deux fois par an accumule $3 200 en coûts d’achat. Ajoutez la perte de productivité — cinq minutes par pièce à $30/heure de main‑d’œuvre — et vous dépassez $7 000 de temps d’arrêt pour chaque remplacement, sans même compter les déchets dus aux plis mal alignés. Dans un atelier de volume moyen, la facture cachée peut facilement atteindre $50 000 avant que quiconque ne remarque l’impact réel du cycle de remplacement.
En revanche, les matrices haut de gamme avec ouvertures en V rectifiées avec précision et alliages traités thermiquement durent régulièrement 18 à 24 mois sous des charges mixtes, maintenant la précision de pliage et réduisant les taux de rebut jusqu’à 40%. Un fabricant de dispositifs médicaux a documenté une réduction de 55% des rejets après avoir opté pour un outillage haut de gamme — récupérant ainsi l’intégralité de son investissement en seulement 16 mois, tout en récupérant des centaines d’heures de main‑d’œuvre auparavant perdues à résoudre des défauts.
En résumé : les coûts d’outillage ne sont pas optionnels, et les sous-estimer entraîne souvent une mauvaise surprise de type “ $10 000 et plus ” pour les acheteurs. Même un jeu basique et polyvalent pour une petite presse plieuse peut coûter $1 000–$5 000. Des configurations plus avancées — en particulier celles pour des plieuses CNC multi-axes avec contrôle Y1/Y2/R, systèmes de compensation ou changeurs d’outils automatisés — peuvent facilement atteindre $10 000–$20 000, l’intégration d’un changeur CNC ajoutant encore $5 000–$30 000.
Avant d’investir dans un outillage pour des projets qui pourraient ne jamais voir le jour, confirmez vos véritables besoins en pliage. Optimisez vos agencements de pièces typiques pour atteindre au moins 85% d’utilisation de tôle, exécutez des programmes de pliage simulés et vérifiez que les profils de pliage correspondent à votre mix de production prévu. Cette revue pré-outillage permet d’identifier les travaux “ licornes ” — profils spécialisés imaginés lors de la phase de planification de la machine mais jamais réellement nécessaires.
Allouer un budget pour l’outillage avant l’arrivée de la plieuse déplace votre état d’esprit d’achat du centrage sur la machine vers le centrage sur la production, garantissant que vous pouvez atteindre une efficacité maximale dès le premier jour. La véritable valeur de la machine ne réside pas dans sa capacité en tonnage ou sa réputation de marque — elle se trouve dans la précision, l’adaptabilité et la disponibilité que le bon outillage permet.
Le bâti d’une presse plieuse conserve l’historique de chaque tôle qu’elle a pliée, et vérifier le parallélisme du coulisseau est l’un des moyens les plus rapides de lire cet historique. Utilisez une règle de précision ou un comparateur sur le coulisseau à plusieurs points, en le faisant parcourir toute sa course. Si la déviation dépasse 0,001 pouce par pied, il est probable que le bâti ait été déformé par des surcharges répétées — courant lorsque les opérateurs dépassent les limites de tonnage sur de l’acier inoxydable épais ou des matériaux à haute résistance.
Pour une évaluation rapide, effectuez le test deux fois : une fois sans charge, et une autre à environ la moitié du tonnage nominal de la machine. Sur une plieuse hydraulique bien entretenue avec coulisseaux indépendants Y1 et Y2, les deux côtés devraient rester dans 0,002 pouce l’un de l’autre. Sinon, cela signifie probablement que la plieuse a été utilisée au-delà de sa capacité de conception, sacrifiant la précision de pliage. Ignorer cette vérification peut entraîner des travaux de réalignement coûteux — certaines entreprises ont payé des milliers pour corriger des problèmes de bâti passés inaperçus lors de l’achat. Un vendeur réputé devrait accepter un test de parallélisme ; s’il refuse, envisagez de partir ou insistez pour obtenir une remise importante afin de couvrir les coûts de remise en état.
Bien que les composants mécaniques d’une presse plieuse puissent durer des décennies, son électronique tombe souvent en panne bien plus tôt. Les systèmes NC d’avant 2000 et les premiers contrôleurs CNC de marques comme Delem ou Cybelec peuvent encore faire fonctionner le coulisseau correctement, mais une fois que le fabricant cesse le support du firmware et des pièces, une panne de servo ou de module de communication peut rendre la machine entière inutilisable. Dans certains cas — comme les panneaux de type TP10S obsolètes — les pièces de rechange sont introuvables, laissant un retrofit complet du contrôle comme seule option, coûtant généralement $10 000–$15 000.
Même les contrôleurs semblant relativement modernes peuvent devenir des “ orphelins ” s’ils reposent sur des écosystèmes logiciels propriétaires ou n’autorisent pas la programmation hors ligne. Avant de vous engager dans un achat, chargez un programme de test simple comprenant des pliages basiques et un mouvement de l’axe R (butée arrière). S’il ne peut pas exécuter la routine sans erreurs ou plantages, l’électronique échouera presque certainement en production. Une bonne mécanique ne compensera pas un contrôle peu fiable. Une interface stable et bien supportée est aussi cruciale qu’un bâti solide — sans elle, les arrêts de production effaceront rapidement toute économie réalisée en achetant d’occasion.
Les fuites hydrauliques sont inévitables au cours de la vie d’une presse plieuse — mais leur gravité varie considérablement. Un léger film d’huile sur le coulisseau à pleine extension indique généralement une usure des joints de tige, ce qui est une réparation peu coûteuse, typiquement $50 à $200 par côté pour des pièces de qualité. Cependant, si vous entendez un sifflement sous charge, observez des lectures de pression fluctuantes ou remarquez une huile mousseuse dans le réservoir, vous pourriez être confronté à un problème de pompe. Remplacer une pompe à déplacement variable défectueuse coûte souvent entre $5 000 et $8 000, sans compter le temps de production perdu.
Pour distinguer une fuite mineure d’un véritable dommage à la pompe, faites fonctionner le coulisseau sans charge à environ 80% de la vitesse maximale. Si le coulisseau dérive après l’arrêt ou si la pression fluctue dans des conditions stables, soupçonnez un problème de pompe ou de valve plutôt que de mauvais joints. Inspectez également l’huile : un fluide sombre avec des particules métalliques peut indiquer une contamination prise à tort pour une panne de pompe. Dans de nombreux cas, un rinçage du système à $300 peut rétablir le bon fonctionnement, à condition que le système respecte les normes de propreté. Testez toujours avec le fluide hydraulique à température de fonctionnement — environ 140 °F — car une huile froide peut masquer les fuites tandis que la chaleur révèle la performance réelle des composants sous contrainte.
Un acheteur avisé arrive à l’inspection avec trois tests rapides : une vérification du parallélisme, un chargement de programme sur le contrôleur et un cycle hydraulique. En moins d’une heure, vous pouvez confirmer la précision du bâti, vous assurer que l’électronique est stable et supportée, et intégrer avec précision tout problème hydraulique dans votre offre. Si le coulisseau reste aligné, que le contrôleur exécute un travail simple sans erreurs et que l’hydraulique maintient la pression de manière fluide, vous avez probablement trouvé une bonne machine. Mais si l’un de ces tests échoue — en particulier le système de contrôle — vous êtes face à une erreur coûteuse. Ces vérifications rapides ne se contentent pas d’identifier des défauts ; elles vous indiquent, sur le moment, si vous êtes sur le point d’acheter un atout productif ou un casse-tête coûteux déguisé sous une peinture neuve.
Un devis professionnel pour une presse plieuse devrait ressembler à un costume sur mesure — et non à une facture gonflée d’extras que vous n’avez jamais demandés. Commencez par définir clairement les matériaux, les épaisseurs et les longueurs de pliage qui représentent 80% de vos travaux. Ce sont vos essentiels ; tout ce qui va au-delà reste optionnel jusqu’à preuve de nécessité. Par exemple, si votre travail habituel consiste à plier de l’acier inoxydable 304 de 3/16 po sur une portée de 96 po, demandez au fournisseur de démontrer la capacité en tonnage de la machine, la précision de pliage et la compatibilité des outils à cette charge exacte.
Remplacez les affirmations vagues comme “ gère jusqu’à X tonnes ” par des calculs précis : exigez que le fournisseur spécifie le tonnage en fonction de la largeur réelle de votre matrice en V, de la résistance à la traction du matériau (généralement supérieure à 80 ksi pour l’inox) et de la longueur de pliage. Cela élimine les recommandations de taille gonflées, conçues pour augmenter les prix et gaspiller un espace au sol précieux.
Les incompatibilités d’outillage épuisent souvent les budgets en silence — surtout lorsque les systèmes américains et européens/Wila ne correspondent pas. La mauvaise combinaison peut paralyser l’efficacité de configuration et vous imposer des adaptateurs coûteux. Exigez du fournisseur qu’il confirme la compatibilité avec le style d’outillage que vous utilisez, la hauteur du poinçon et la largeur de la matrice. Et insistez sur un “ kit du premier jour ” complet qui couvre les applications de base — plis droits à 90° et rabats — afin que la production ne soit pas interrompue en attendant des composants manquants.
Les spécifications peuvent vendre des machines, mais les démonstrations révèlent la vérité. Exigez toujours que vos pièces, matériaux et séquences de pliage réels soient testés sur la presse plieuse candidate — en direct ou en vidéo. Considérez cela comme obligatoire : “ Formez mon composant en acier de 8 pieds, calibre 10, avec des rebords à 90°, enregistrez toutes les mesures avant et après, et filmez le butoir arrière en fonctionnement à chaque cycle. ”
Les acheteurs qui adoptent cette approche découvrent presque tous les défauts que la fiche technique cache — problèmes de répétabilité du coulisseau, dérive du butoir arrière et jeu dans le logement des outils. Une variance apparemment mineure de 0,015 po devient sérieuse lorsqu’elle est multipliée sur toute une série de production, poussant chaque rebord hors tolérance et nécessitant une retouche coûteuse.
Ne vous limitez pas à un seul pli d’essai — exécutez une séquence de production réaliste : boîtes à plusieurs étapes, rabats ou décalages. Cela permettra de révéler les contraintes de profondeur de col de cygne, les points de collision et les ralentissements logiciels lors de cycles complexes multi-axes. C’est aussi le moment d’évaluer la programmation hors ligne : mesurez le temps nécessaire à la configuration et vérifiez si le système détecte les collisions potentielles en U ou s’il repose sur des ajustements interminables par essais.
Une machine qui semble idéale dans la brochure mais arrive quatre mois en retard coûtera plus cher à long terme que de payer un peu plus au départ. Les délais de livraison manqués peuvent coûter des milliers chaque semaine aux ateliers de taille moyenne en perte de production. Votre RFQ doit préciser des dates de livraison fermes, des pénalités applicables en cas de retard et des conditions précises pour le support après-vente.
Mettez-le noir sur blanc : “ Expédier à la date indiquée ou encourir une pénalité de 1% par semaine de retard ; confirmer le port d’entrée ; définir qui gère le dédouanement. ” Exigez des engagements écrits pour les heures de formation, un délai maximal de réponse d’un technicien sur site (pas plus de 48 heures) et la garantie de disponibilité des pièces de rechange dans votre pays pendant au moins deux ans. Les phrases comme “ à déterminer ” ou “ sous réserve de disponibilité ” masquent souvent un service lent ou des composants manquants.
Confirmez l’empreinte exacte d’installation avant de valider. Les dessins CAO doivent refléter tous les besoins de dégagement — course du butoir arrière, rotation du rideau de sécurité, projection de l’armoire électrique, plus l’espace opérateur de chaque côté. Des pouces oubliés peuvent bloquer l’accès du chariot élévateur ou comprimer votre flux de travail, transformant une affaire supposée en casse-tête opérationnel.
Votre RFQ doit se terminer par la question qui exige une transparence totale : “ Quel est votre taux de rebut ? ” S’ils suivent le nombre de machines retournées ou remplacées, ils donneront un chiffre. S’ils esquivent, supposez que vous serez le prochain sur leur liste de problèmes. Appuyez cela par des données — pourcentages de disponibilité à six et douze mois, relevés de défaillance d’outillage et historique des réclamations de garantie pour le modèle exact sur lequel vous êtes devisé.
Considérez cet exemple : un fabricant du Midwest a demandé des devis pour trois machines de taille similaire. Les essais ont révélé des problèmes cachés — dérive de parallélisme sur des plaques lourdes pleine longueur, blocages du butoir arrière sur les rabats et latence du contrôleur lors de la programmation hors ligne. Les deux options moins chères auraient entraîné une perte de productivité annuelle de $20 000. Le fournisseur qui a respecté toutes les spécifications du RFQ a livré une répétabilité de 99,8% et expédié exactement dans les délais.
Une fois que vous soumettez un RFQ comme celui-ci, la différence devient claire — les mauvais fournisseurs disparaissent, les bons s’engagent. Vous cesserez d’acheter des presses plieuses sur la base d’une confiance aveugle, car les preuves seront sous vos yeux.


















