

Uma quinadeira não lê estados de espírito, não emite avisos, nem pensa duas vezes — executa o curso programado sem exceção, seja o que estiver sob o punção aço endurecido ou uma mão humana. Este facto pode abalar os novatos, mas não deve paralisá-los. O objetivo é substituir a preocupação vaga por respeito informado: compreender exatamente como a máquina se comporta, por que se comporta assim, e cultivar hábitos de trabalho para que a física se mantenha previsível — e segura. Quando se entende o que o martelo “reconhece”, os acidentes deixam de parecer aleatórios e passam a ser falhas preveníveis nos procedimentos ou nos sistemas de segurança.
Uma quinadeira hidráulica canaliza entre 40 e 300 toneladas de força num curso vertical e preciso, convertendo a potência hidráulica através de ferramentas rígidas que não deixam margem para compromisso. Pense nela como um quebra-nozes de alta precisão — que nunca falha, nunca pausa e nunca escolhe ter misericórdia.
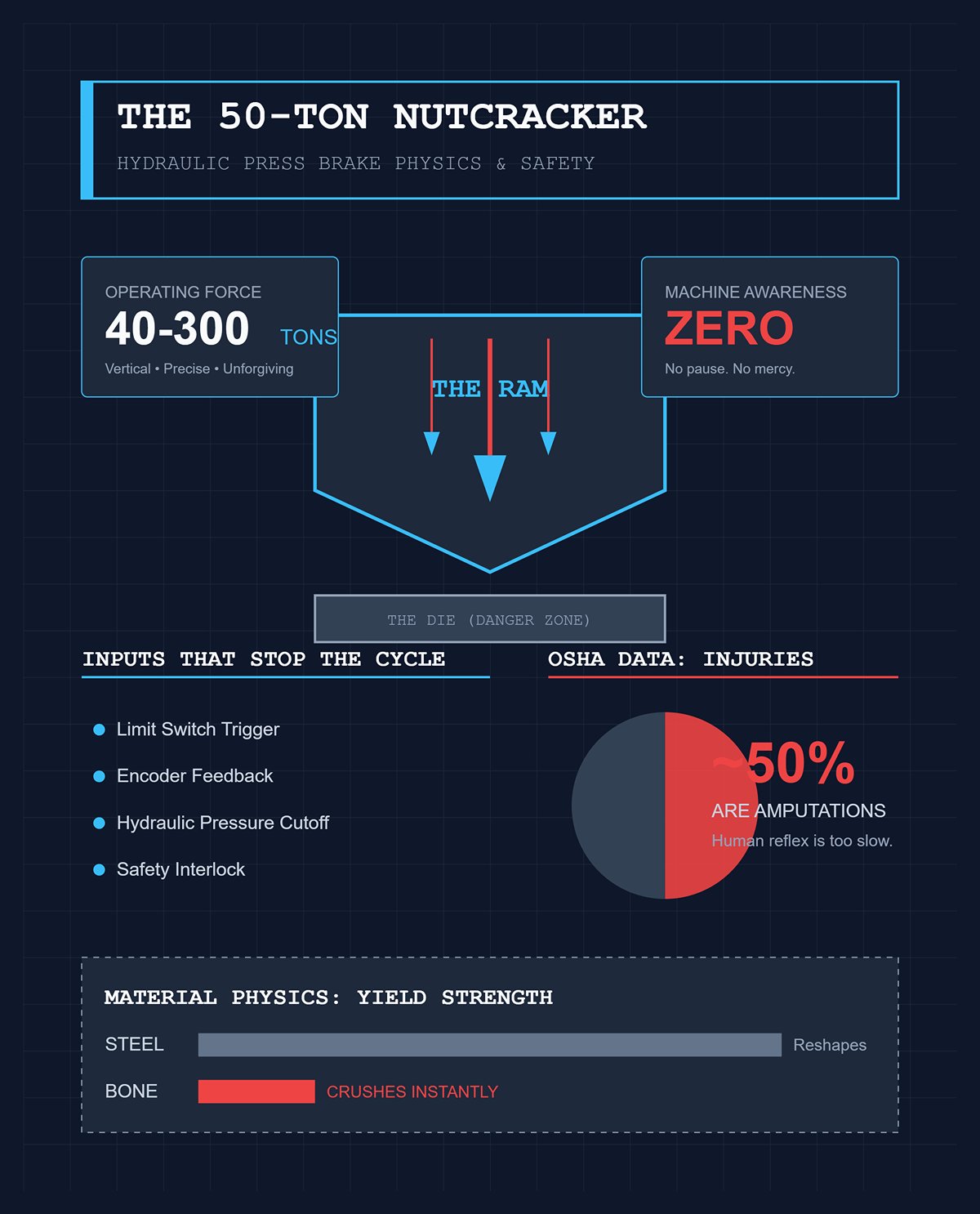
O movimento do martelo está desprovido de consciência humana. Uma vez acionado, opera até à distância pré-definida, limite de força ou ângulo de dobra programado. Apenas um sinal como o acionamento de um interruptor de fim de curso, feedback de codificador, corte de pressão hidráulica ou um intertravamento de segurança pode pará-lo ou abrandá-lo. Sem tal intervenção, aplica a força total até concluir o ciclo. O aço cede e molda-se sob esta pressão; o osso, com a sua resistência muito inferior, é apenas mais um material que pode deformar sem hesitação.
A previsibilidade funciona nos dois sentidos. Registos da OSHA confirmam que cerca de metade de todas as lesões envolvendo prensas hidráulicas e quinadeiras são amputações. Estes incidentes ocorrem mais frequentemente na zona de trabalho — onde o punção encontra a matriz — precisamente porque o martelo se comporta exatamente como foi concebido e não consegue inverter o movimento nos segundos fracionados que um reflexo humano exigiria. Reconhecer isto não é para incutir medo; é para construir uma estrutura mental suficientemente sólida para orientar o posicionamento crítico e aplicar proteções antes mesmo de o pé tocar no pedal.
O sistema de controlo do martelo funciona com uma suposição simples: qualquer coisa que esteja entre o punção e a matriz é a peça de trabalho pretendida. Variações de dureza, o uso de luvas ou até carne humana não influenciam a sua decisão de prosseguir. O circuito hidráulico aplicará a força programada até o ciclo estar completo. Vozes, movimentos súbitos ou mera proximidade não fazem diferença — a menos que interrompam um feixe de segurança ou acionem um relé de proteção.
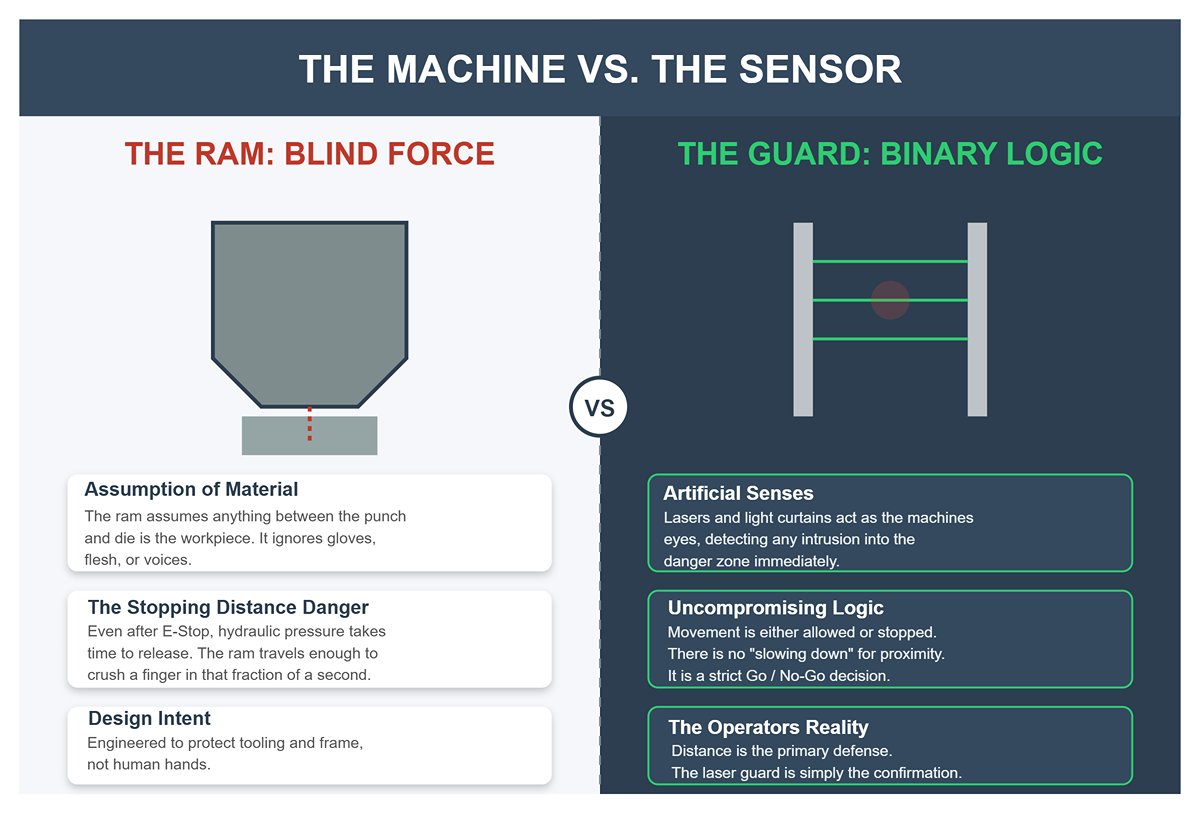
Esta falta de sensibilidade torna-se evidente quando se consideram as distâncias de paragem. Mesmo após premir o botão de paragem de emergência, o martelo precisa de libertar a pressão hidráulica, continuando a deslocar-se por uma fração crítica de segundo — suficiente para esmagar muito além da espessura de um dedo humano. O sistema de controlo foi concebido para proteger as ferramentas e a estrutura da máquina contra sobrecargas, não para reagir à presença inesperada de uma mão.
Os mecanismos de segurança trazem um certo grau de consciência a uma máquina de outra forma inflexível. Barreiras laser, cortinas de luz e “B-gates” funcionam como sentidos artificiais, detetando uma intrusão na zona de perigo e parando ou impedindo imediatamente a operação. A sua lógica é tão inflexível quanto a do martelo: o movimento é permitido ou parado — nunca abrandado porque algo está “perto”. Operadores que compreendem esta realidade sabem que manter distância total das ferramentas é a sua melhor defesa; a barreira laser é apenas a confirmação.
No início do dia, trate a configuração da quinadeira como a sua principal oportunidade de segurança. Uma vez que o martelo começa a mover-se, as únicas barreiras entre produção segura e lesão são os sistemas de proteção — e a sua própria vigilância.
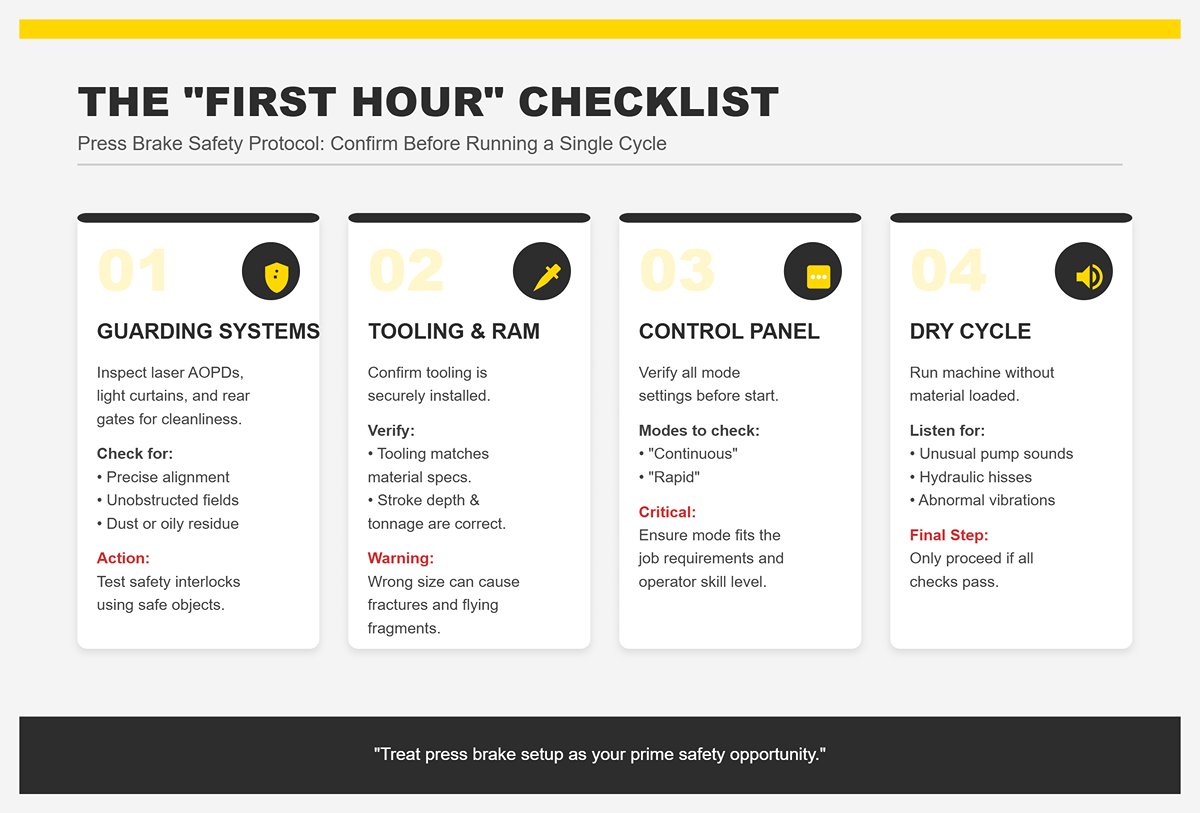
Inspecione todo o equipamento de proteção — AOPDs laser, cortinas de luz e portas traseiras — quanto a limpeza, alinhamento preciso e campos de deteção desobstruídos. Poeira, resíduos oleosos ou suportes deslocados podem comprometer o seu desempenho ou dar sinais falsamente claros. Teste os intertravamentos de segurança usando objetos seguros para garantir que respondem corretamente.
Confirme que todas as ferramentas estão devidamente instaladas e adequadas às especificações do material do dia. Um punção ou matriz de tamanho errado pode fazer com que o material se fracture de forma imprevisível, podendo lançar fragmentos cortantes. Verifique se a profundidade de curso programada e a tonelagem do martelo correspondem corretamente à espessura e resistência à tração do material.
Verifique as definições de modo no painel de controlo. Certos modos, como “contínuo” ou “rápido”, reduzem significativamente o tempo disponível para intervenção caso algo corra mal. Assegure-se de que o modo escolhido é adequado tanto para os requisitos do trabalho como para o nível de competência de todos os envolvidos.
Antes de iniciar a produção real, faça a máquina executar um ciclo a seco — sem material carregado — e mantenha-se bem afastado da área de trabalho. Preste atenção a quaisquer sons incomuns da bomba, um assobio dos hidráulicos ou vibrações anormais, pois podem indicar problemas que ameaçam tanto a precisão como a segurança. Só depois de todas as verificações passarem deve colocar o material, acionar o pedal e deixar o martelo operar. Esta disciplina consistente fomenta respeito pelo equipamento: uma rotina de preparação que transforma apreensão em confiança tanto na fiabilidade da máquina como na sua própria competência.
Os desenhos de fabrico vêm carregados de detalhes — dimensões, tolerâncias, tipos de material e notas de acabamento — mas uma quinadeira hidráulica só é afetada por um conjunto específico deles. A sua primeira responsabilidade como operador é destilar o desenho até aos elementos que influenciam a dobra: tipo e espessura do material, ângulos de dobra, raios interiores necessários, comprimentos de abas e sequência de dobra. Estes valores centrais determinam quais as ferramentas a utilizar, como calcular a tonelagem e onde posicionar o batente traseiro.
Interpretar mal ou omitir qualquer um destes detalhes críticos pode desencadear uma cadeia de falhas. Uma espessura incorreta leva a definições de tonelagem erradas; uma sequência de dobra mal interpretada pode fazer a peça colidir com as ferramentas após uma dobra inicial, obrigando a refazer. Alguns erros podem ser corrigidos durante a execução através de ajustes de programação, mas escolhas inadequadas de ferramentas ou cálculos errados de tonelagem podem resultar em peças inutilizadas ou danos no martelo e nos rolamentos. A precisão nesta fase protege a sua peça e o sistema hidráulico, que aplica força massiva com tolerância zero para aproximações.
Pegue num desenho que especifique aço inoxidável com 1,0 mm de espessura e um raio interno apertado — isto exige ferramentas diferentes das de uma chapa de alumínio com espessura idêntica. O aço inoxidável apresenta maior retorno elástico, pelo que o gráfico de tonelagem deve ser interpretado em conformidade. É por isso que operadores experientes reservam tempo dedicado para ler um desenho tanto em termos mecânicos como geométricos: o objetivo é converter especificações visuais na linguagem operacional da quinadeira.
Nas operações de dobragem, o punção molda a parte superior da dobra, a matriz forma a parte inferior e a largura entre os ombros da matriz — conhecida como abertura da matriz — dita como a chapa responde à pressão. Uma orientação fiável é a “Regra dos 8x”: para dobragem a ar padrão, escolha uma abertura de matriz cerca de oito vezes a espessura do seu material. Optar por uma abertura mais estreita pode proporcionar maior precisão até certo ponto, mas aumentará significativamente a tonelagem necessária, elevando o risco de sobrecarga. Por outro lado, uma abertura mais larga reduz a tonelagem, mas compromete a precisão da dobra e pode criar um raio de curvatura demasiado grande.
Por exemplo, considere um painel de aço macio com 3 mm de espessura. De acordo com a Regra dos 8x, uma abertura de matriz de 24 mm é ideal. Reduza-a para 12 mm (4x) e a tonelagem necessária pode aumentar aproximadamente 200–300%, colocando pressão extra no êmbolo e reduzindo a vida útil da ferramenta de corte. Aumente-a para 36 mm (12x) e a dobra parecerá mais plana, exigindo sobredobragem para cumprir as especificações — acrescentando tempo de ciclo extra e introduzindo variabilidade.
Este princípio não é uma dica arbitrária de sala de formação — baseia-se na física da carga, deflexão e resistência de cedência do material. Desviar-se dele desnecessariamente convida a stress mecânico, desgaste prematuro nos componentes hidráulicos e qualidade inferior da peça. Se as exigências de produção requerem ir além da regra—por exemplo, para obter um design especializado—faça-o com intenção deliberada e consciência da capacidade nominal da máquina.
A contra‑medida atua como localizador de precisão para o material, garantindo que cada blank fique corretamente posicionado antes de cada dobra. A sua precisão determina se as dobras subsequentes alinham perfeitamente ou distorcem gradualmente a peça. O primeiro toque programado é fundamental — estabelece o ponto de referência a partir do qual todos os outros deslocamentos são calculados. Se esse primeiro toque estiver errado, pequenos erros acumular-se-ão ao longo do processo.
Imagine fabricar uma peça em forma de L com quatro dobras. Se a primeira aba estiver desalinhada em 0,5 mm devido a uma configuração imprecisa da contra‑medida, esse erro irá repetir-se e acumular-se com cada reorientação, podendo desviar o comprimento da aba final em 2–3 mm. Em projetos de tolerâncias apertadas, essa margem pode significar a diferença entre passar ou ser peça desperdiçada.
A calibração deve ter em conta o alinhamento das ferramentas, limites de curso do êmbolo e o suporte adequado da chapa. Os dedos da contra‑medida devem encontrar o material de forma quadrada, evitando qualquer deflexão ou torção. Fontes ocultas de imprecisão, como folgas na transmissão da contra‑medida ou faces de paragem mal alinhadas, podem rapidamente corroer a precisão. Um operador diligente confirmará o primeiro toque tanto por alinhamento visual como por uma prova de encaixe antes de iniciar a produção — garantindo que cada dobra começa a partir de um ponto de referência fiável e verdadeiro.
O teste em sucata é mais do que simplesmente jogar pelo seguro — é um ensaio deliberado e controlado. Mesmo com uma configuração meticulosa, variáveis como inconsistências do material, retorno elástico e desgaste das ferramentas podem surgir para afetar ângulos de dobra ou comprimentos de abas. Executar uma dobra de teste num blank não crítico permite validar a sua configuração e descobrir potenciais problemas antes de carregar a máquina com peças de produção.
Nunca arrisque uma peça de produção para este passo. Se a sua dobra estiver errada, terá desperdiçado tanto o material como o esforço de preparação. Os testes em sucata revelam problemas como sobredobragem ou subdobra, torção e marcas na superfície. Podem também expor questões mais subtis — como um punção ligeiramente gasto que afeta o raio da dobra, ou deriva hidráulica após várias passagens — que verificações estáticas podem não detetar.
O teste em sucata é especialmente valioso ao afinar programas. Ajustar a profundidade do êmbolo ou a posição da contra‑medida após um teste demora apenas minutos; corrigir peças de produção mal dobradas pode consumir horas e provocar atrasos para os clientes. Mesmo em produção de alto volume, investir dois minutos numa dobra de sucata pode prevenir paragens prolongadas e retrabalho dispendioso.
Os primeiros quinze minutos de configuração definem a precisão e eficiência de cada ciclo subsequente. Nas operações com quinadeiras hidráulicas — onde ferramentas e hidráulica podem aplicar mais de vinte toneladas de força em instantes — começar com precisão extrema é essencial. Erros como interpretar mal um desenho, selecionar ferramentas sem aplicar a Regra dos 8x, posicionar a contra‑medida de forma descuidada ou ignorar testes em sucata inevitavelmente levam a desperdício de material, danos no equipamento ou ambos.
A progressão aqui é passar de estar simplesmente preparado para alcançar fiabilidade consistente. A seguir de forma rigorosa estas práticas de configuração, passa-se de simplesmente saber o que define uma operação segura — cria-se ativamente condições para que cada dobra comece impecavelmente, cumpra as tolerâncias especificadas e mantenha a quinadeira a funcionar de forma ótima. Esses quinze minutos não são tempo perdido; são uma salvaguarda proativa contra todos os problemas evitáveis que possa encontrar no chão de fábrica.
No trabalho moderno com prensas hidráulicas, a técnica de dobragem no ar tornou-se a preferida, e com boa razão — precisão combinada com eficiência. Este método posiciona o punção acima da peça de trabalho, parando antes de contactar a base da matriz. O sistema CNC calcula a profundidade exata do curso necessária para atingir o ângulo desejado e compensa automaticamente o retorno elástico. A dobragem no ar reduz significativamente a tensão tanto nas ferramentas como no material, prolonga a vida útil das ferramentas e oferece precisão consistente — sem exigir ajustes constantes por parte do operador.
A técnica de encosto, por outro lado, pressiona firmemente o punção e o material contra a matriz até que o ângulo esteja totalmente formado. Embora tenha a sua utilidade — como em materiais espessos ou abas extremamente curtas — aumenta drasticamente a tonelagem necessária e acelera o desgaste. Muitos operadores, por engano, encostam as peças para contrariar o retorno elástico, mas a verdadeira solução está na escolha correta das ferramentas — como optar por um punção de 88 graus em vez de um de 85 graus para controlar a recuperação da dobra — em vez de aplicar força excessiva ao material.
Com sistemas de curso acionados por servomotor, as máquinas atuais mantêm a precisão de posicionamento dentro de ±0,01 mm. Na prática, isso significa que já fornecem ângulos exatos; tentar forçar o material a ficar completamente plano pode danificar a peça ou as ferramentas. O trabalho do operador é menos sobre ajustar ângulos “a olho” e mais sobre garantir que o material esteja corretamente encostado ao batente traseiro e que as ferramentas sejam adequadas à tarefa.
| Aspeto | Dobragem a Ar | Encosto |
|---|---|---|
| Técnica | Punção para acima da peça de trabalho, sem contactar a base da matriz; CNC calcula a profundidade exata do curso e compensa o retorno elástico | Punção e material são pressionados firmemente contra a matriz até que o ângulo esteja totalmente formado |
| Precisão & Exatidão | Alta precisão com controlo CNC e servo; mantém precisão de posicionamento de ±0,01 mm | Pode ser preciso, mas muitas vezes usado para contrariar o retorno elástico através da força em vez da escolha das ferramentas |
| Tensão na Ferramenta & Material | Menor tensão, prolonga a vida útil das ferramentas, precisão consistente sem ajustes constantes | Alta tensão, maior desgaste das ferramentas e do material |
| Requisito de Tonelagem | Menor tonelagem necessária | Tonalagem drasticamente mais elevada necessária |
| Gestão do Retorno Elástico | Compensação CNC ou escolha correta das ferramentas (por exemplo, punção de 88°) para controlar a recuperação da dobra | Frequentemente mal utilizada para eliminar o retorno elástico em vez de selecionar as ferramentas adequadas |
| Função do Operador | Garantir ferramentas corretas e posicionamento adequado do material contra o batente traseiro | Pode exigir mais ajustes manuais de ângulo; risco de danificar a peça ou as ferramentas se forçado a ficar completamente plano |
| Casos Ideais de Utilização | Dobragem de precisão geral; eficiência com materiais variados | Materiais espessos ou abas extremamente curtas |
Nos travões de prensa mais antigos, uma descida rápida do martelo podia fazer com que a extremidade livre da chapa se levantasse abruptamente — um movimento conhecido como “chicote” — representando um risco de segurança e potencial dano ao material. Para evitar lesões, os operadores mantinham-se bem afastados e apoiavam a chapa à distância. Em contraste, os sistemas hidráulicos modernos regulam cuidadosamente a aceleração e desaceleração do martelo, reduzindo significativamente este efeito. Funcionalidades avançadas como a sequência automática de dobras e velocidades de aproximação controladas minimizam ainda mais movimentos inesperados.
Embora este avanço reduza os perigos, a colocação das mãos continua a ser importante — apenas por uma razão diferente. Em vez de se preparar contra o movimento da chapa, o objetivo do operador é manter estabilidade e alinhamento preciso. As mãos devem permanecer afastadas de qualquer ponto de esmagamento e pousar levemente sobre a chapa, evitando deslizamentos laterais sem contrariar o movimento guiado da máquina. Posicionar-se de forma a encarar o batente traseiro oferece uma visão clara tanto do encaixe da extremidade como do progresso da dobra, mantendo os braços e o tronco do operador em segurança fora da área de ferramentas.
Este método é tanto uma questão de mentalidade como de mecânica — enquadra o papel do operador como um guia em vez de uma força de oposição. Permitir que a máquina execute a dobra elimina esforço físico desnecessário e mantém a atenção focada em fatores críticos como o contacto correto com o batente, a limpeza do material e a garantia de que nada obstrui o percurso programado do martelo.
No passado, a velocidade do operador estava muitas vezes ligada à destreza com que manipulava o pedal — regulando-o cuidadosamente para acelerar a aproximação do martelo e depois abrandar à medida que atingia a profundidade de dobra desejada. Os travões de prensa modernos incorporam velocidades rápidas de aproximação — até 260 mm/s — diretamente nos seus perfis de movimento, iniciando automaticamente a desaceleração de precisão durante a dobra. Com o tempo controlado pela máquina, tentar apressar os comandos do pedal apenas aumenta o risco de contornar sistemas de segurança ou desordenar a sequência.
Hoje, a definição de “rápido” é sinónimo de “consistente”. Os operadores mais produtivos tratam o pedal como um simples controlo de ligar–desligar — pressionar, manter, libertar — enquanto se concentram em mover e alinhar o material rapidamente entre dobras. As poupanças de tempo resultam de configurações confiantes, alinhamento rápido e preciso com o batente traseiro e evitar correções demoradas devido a desalinhamento ou erros de dobra.
Uma vez acionado o pedal, a lógica programada do sistema hidráulico assume totalmente o controlo. Resistir à tentação de “ajudar” a máquina permite que os operadores se concentrem na próxima dobra, verifiquem a precisão da dobra e confirmem que etiquetas ou documentação permanecem alinhadas com o fluxo de produção. Em operações de grande volume, esta abordagem disciplinada reduz o tempo total de execução — não acelerando a mecânica, mas simplificando as ações do operador.
A sequência de dobras não é uma questão de preferência pessoal — é fundamental para evitar o acumular de tolerâncias e problemas no fluxo de trabalho. Cada dobra influencia a geometria da seguinte e, mesmo que a precisão angular seja perfeita, pequenas variações no comprimento da aba podem somar-se. Se as dobras forem mal sequenciadas, estas desvios podem surgir na última aba, onde corrigi-los sem retrabalho é impossível.
Operadores experientes planeiam a ordem diretamente a partir do desenho, organizando as dobras de forma a que quaisquer pequenas diferenças dimensionais sejam distribuídas pela peça. Isto muitas vezes significa começar pelas abas maiores ou organizar as dobras para manter a peça firmemente contra o batente traseiro o máximo de tempo possível. Manter um contacto estável com o batente garante que cada dobra é posicionada de forma consistente antes de a geometria da peça se tornar mais complexa.
Mesmo com sistemas avançados de compensação e coroamento automático, a sequência de dobras continua a determinar se uma peça encaixa na montagem. Um componente pode ter ângulos precisos mas ainda falhar se o erro acumulado deslocar a posição de furos, o comprimento de abas ou ângulos de encaixe. É aqui que a compreensão do operador sobre o produto acabado influencia diretamente o sucesso do processo.
Muitos programas de formação ainda enfatizam a destreza manual — guiando a dobra com intervenção das mãos e modulando a velocidade do pedal — como se a máquina precisasse de ser persuadida. Mas com os sistemas servo-controlados atuais, essa mentalidade pode introduzir mais erro do que controlo. Uma melhor forma de começar é identificar exatamente quando, no ciclo de dobra, a automação assume o controlo — e fazer um esforço consciente para não interferir.
Escolha ferramentas concebidas para gerir o retorno elástico em vez de forçar tonelagem extra através do encosto total. Mantenha as mãos afastadas da zona de esmagamento para não adicionar resistência inadvertidamente, opere o pedal conforme previsto sem variar manualmente a sua velocidade e planeie a sequência de dobras para distribuir tolerâncias de forma inteligente e deliberada. Em essência, colabore com a máquina em vez de trabalhar contra ela. Os operadores que adotam esta transição de “correções” mecânicas para precisão guiada tendem a aumentar a produtividade, prolongar a vida útil das ferramentas e entregar peças consistentemente precisas — sem a fadiga ou riscos de segurança dos hábitos ultrapassados.
O retorno elástico — a tendência do metal de regressar elasticamente à sua forma original após a dobra — é uma das principais causas de discrepâncias angulares. Se uma aba recuar para além da tolerância, o operador precisa de detetar isso antes que a produção avance. Por exemplo, quando o controlador define 90° mas a aba livre mede 92–93°, é a elasticidade do aço macio em ação. Em muitos ambientes de produção, dobrar intencionalmente o aço de baixo carbono cerca de 2–3° a mais é prática comum, sendo que materiais de maior resistência requerem um sobre-dobra proporcionalmente maior. Certas ligas de alta resistência podem necessitar de 4–6° dependendo da secção transversal e da matriz utilizada.
A variação no material é outra causa frequente. Configurações idênticas na máquina podem produzir ângulos diferentes ao usar uma nova bobina ou lote de fornecedor. Alterações na resistência ao escoamento de lote para lote podem alterar subitamente o comportamento de retorno elástico; mesmo dentro das especificações, pequenas variações nas propriedades de tração podem provocar mudanças visíveis nos ângulos. Trate cada novo lote de material como uma configuração nova — use sucata desse lote para realizar testes antes de colocar o seu bom stock em produção.
A largura da matriz desempenha um papel crucial no controlo do retorno elástico. Uma matriz em V muito mais larga do que a recomendada aumenta o raio de curvatura e a recuperação elástica, tornando a correção de ângulo apenas via programação mais difícil. Reduzir a abertura da matriz de aproximadamente 12× a espessura do material para 8× pode diminuir o retorno elástico até 40 %. Se estiver a observar subcurvaturas persistentes apesar da sobrecurvatura programada, reconsidere as suas escolhas de ferramentas antes de assumir que a máquina é a culpada.
O estado das suas ferramentas é tão importante quanto as suas dimensões. Um punção com a ponta desgastada ou um ombro da matriz em V com entalhes ou danos altera a forma como o metal contacta com as ferramentas, o que pode levar a diferenças visíveis de ângulo ao longo de uma curvatura aparentemente uniforme. Se apenas uma secção estiver consistentemente fora por um ou dois graus enquanto o resto está dentro das especificações, é provável que seja devido a desgaste ou danos. Nestes casos, é melhor reparar ou substituir a matriz defeituosa em vez de tentar compensar através de ajustes de offset no CNC.
Com materiais mais espessos ou de alta resistência, calcular mal a tonelagem pode resultar numa falha menos óbvia mas igualmente problemática: a curvatura nunca entra totalmente na fase de deformação plástica. Sem força suficiente, a peça nunca atingirá o ângulo programado, por mais repetições que faça à mesma profundidade. Para evitar isto, calcule a tonelagem com precisão, tendo em conta a resistência à tração do material, a sua espessura e a largura da matriz escolhida.
Algumas verificações rápidas de diagnóstico podem melhorar significativamente a velocidade de resolução de problemas por parte do operador:
O crowning — a capacidade da quinadora de compensar a deflexão sob carga — é essencial para produzir curvaturas longas uniformes sob alta tonelagem. Sem compensação adequada, o martelo e a mesa deformam-se ligeiramente em sentidos opostos durante a curvatura: a mesa flete para baixo enquanto o martelo arqueia para cima. Isto reduz a penetração no centro em comparação com as extremidades, deixando o meio da curvatura mais aberto do que o pretendido.
Um teste simples pode confirmar problemas de crowning. Meça o ângulo a 50–100 mm da extremidade esquerda, no centro, e a 50–100 mm da extremidade direita. Se as extremidades estiverem corretas mas o centro estiver aberto, o crowning é insuficiente. Se as extremidades estiverem corretas mas o centro estiver demasiado fechado, o crowning está demasiado alto. Quando uma extremidade difere da outra, a causa raiz é frequentemente desalinhamento do martelo ou assentamento incorreto da ferramenta.
O “teste de inversão” pode ajudar a identificar a origem. Dobre uma aba e note qual lado apresenta o erro. Depois, rode a peça de trabalho de ponta a ponta e dobre outra aba. Se o mesmo lado da quinadora produzir a falha, o problema está na máquina ou na ferramenta desse lado. Se o mesmo lado da peça estiver defeituoso após a inversão, o problema está no próprio material, devido a espessura desigual ou variações de dureza.
O ajuste preciso do crowning é fundamental para manter ângulos de curvatura consistentes ao longo de todo o comprimento de uma peça. Quer utilize crowning mecânico ou hidráulico, o sistema deve ser afinado para corresponder ao material específico, ao comprimento da peça e aos requisitos de tonelagem. Ignorar este passo em peças mais longas leva quase inevitavelmente a desvios de ângulo no centro.
As imperfeições na superfície são frequentemente descartadas como inevitáveis, mas a maioria tem causas claras e solucionáveis. Marcas ao longo da linha de curvatura normalmente resultam de ombros de matriz desgastados, partículas incrustadas nas ferramentas ou raios de punção demasiado pequenos, que concentram a força em áreas de contacto limitadas. Mesmo pequenas rebarbas ou amolgadelas nas ferramentas podem deixar marcas visíveis na peça acabada.
A manutenção regular de matrizes e punções oferece uma solução simples: garantir que todas as superfícies de contacto estão limpas e livres de detritos. Qualquer partícula presa entre a peça e a matriz pode deixar uma impressão sob pressão. Usar revestimentos macios — como filme de poliuretano ou folhas finas descartáveis — pode proteger superfícies delicadas sem afetar significativamente os ângulos de curvatura, desde que sejam considerados na configuração.
A escolha das ferramentas também afeta o acabamento da superfície. Matrizes com ombros de raio maior distribuem a força de contacto por uma área mais ampla, reduzindo a probabilidade de vincos ou marcas de polimento, especialmente em metais mais macios. Para chapas revestidas ou polidas em espelho, mudar para ferramentas polidas ou aplicar uma camada protetora intermédia é muitas vezes suficiente para preservar a aparência.
Riscos que se estendem para além da zona de curvatura normalmente resultam de arrasto durante a colocação ou remoção. Verifique se as faces do batente traseiro e os braços de suporte estão limpos, lisos e sem rebarbas. Um manuseamento cuidadoso durante o carregamento e descarregamento, combinado com rotinas de limpeza consistentes, ajuda a prevenir a maioria dos danos não intencionais.
Fissuras que se formam ao longo da linha de dobra indicam uma falha estrutural, não apenas um defeito superficial. Um dos fatores mais comuns é a relação entre a direção do grão e a dobra. Durante a laminação, chapas e placas metálicas desenvolvem uma estrutura de grão; dobrar paralelamente a este grão aumenta o risco de fratura, especialmente em ligas endurecidas ou frágeis.
Uma verificação visual rápida pode ajudar a evitar erros dispendiosos: procure marcas de laminação ou linhas de fábrica para determinar a orientação do grão. Sempre que possível, dobre perpendicularmente ao grão para reduzir a tensão que pode provocar a sua separação. Se dobrar perpendicularmente não for possível, aumentar o raio da dobra reduzirá a tensão de tração na superfície externa, ou selecione uma qualidade de material com maior ductilidade.
A espessura e a dureza do material aumentam significativamente a probabilidade de fissuração. Secções mais espessas concentram a tensão numa área menor, enquanto os aços de elevada dureza têm menor capacidade de alongamento antes de se partirem. Escolher um raio de ponta de punção adequado a estas propriedades do material permite que a tensão seja distribuída mais uniformemente ao longo da dobra. Para componentes de alto valor, faça dobras de teste em sucata do mesmo lote antes de trabalhar com peças caras para evitar erros dispendiosos.
Algumas fraturas começam microscopicamente, permanecendo ocultas até se expandirem durante o acabamento ou na utilização real. Uma inspeção cuidadosa logo após a dobra pode revelar sinais de alerta precoce: minúsculas rasgaduras superficiais ou manchas baças onde a dobra deveria apresentar um brilho limpo e uniforme. Detetar estas imperfeições cedo permite reparar a peça ou ajustar o processo antes que o defeito se agrave.
Muitos manuais de resolução de problemas ignoram um ponto crucial: erros no ângulo de dobra, discrepâncias de arqueamento, defeitos superficiais e fissuração podem muitas vezes ser detetados imediatamente na peça acabada, não apenas durante verificações de qualidade posteriores. O hábito mais valioso para um operador de quinadeira é praticar triagem em processo—pare após produzir a primeira peça de um lote, verifique os ângulos de dobra ao longo de todo o comprimento, examine a superfície e procure fissuras. Ajuste as ferramentas ou as definições da máquina antes de continuar. Este único passo pode salvar dezenas de peças de serem descartadas ao detetar problemas mecânicos, de material ou de configuração no momento. Reflete a habilidade de um operador que combina a automação da máquina com a sua própria observação aguçada para manter a precisão.
A proteção fornece a sua camada primária de segurança, mas não substitui a consciência geral do risco. Sistemas aprovados pela OSHA—como Dispositivos de Proteção Ativos Optoeletrónicos (AOPDs), cortinas de luz e scanners a laser—monitorizam a área de trabalho da quinadeira durante a descida do martelo, detetando quando algo entra na zona de perigo. Impedem que mãos, dedos ou outras partes do corpo fiquem presos quando as ferramentas se fecham, e podem também interceptar acidentes provocados por um acionamento involuntário do pedal ou por uma avaria mecânica como uma embraiagem presa.
No entanto, estes sistemas de proteção não são soluções abrangentes. Não o protegerão durante trocas de matrizes quando a quinadeira não está a ciclar mas as suas mãos estão entre as ferramentas. Não conseguem eliminar o risco de uma peça saltar para trás durante dobras em material elástico, nem proteger contra riscos de esmagamento no batente traseiro ou nas laterais da máquina. Não substituem a necessidade de confirmar visualmente a folga antes de iniciar o ciclo, e não oferecem proteção contra erros de configuração que façam a peça torcer ou deslocar-se inesperadamente.
A verdadeira segurança vem de usar a proteção como um elemento de uma abordagem abrangente—combinada com posicionamento intencional das mãos, vigilância durante o retorno do batente, e uma pausa antes de qualquer troca de ferramenta para verificar a conformidade com bloqueio/etiquetagem. Um operador que compreende os limites da proteção evita confiar nela como única rede de segurança. Essa é a mudança de contar com a máquina para contar com a habilidade e o julgamento.
Uma dobra perfeita no inverno e um ângulo desalinhado no verão raramente acontecem por acaso—o culpado é geralmente a manutenção negligenciada. Os sistemas hidráulicos exigem atenção: a viscosidade do fluido varia com a temperatura, as vedações sofrem desgaste minúsculo a cada ciclo, e contaminantes finos acumulam-se lentamente no reservatório. Cada um destes fatores pode influenciar subtilmente a velocidade do martelo e a estabilidade da pressão, resultando numa diminuição da precisão do ângulo se não forem controlados.
As rotinas diárias são a sua maior salvaguarda. Limpe as superfícies das ferramentas e verifique se há rebarbas que possam desalinhá-las. Confirme o paralelismo do martelo no início de cada turno usando um calibrador de folgas em vez de confiar na visão. Acompanhe semanalmente o estado do fluido hidráulico—tanto o nível como a clareza—e substitua-o antes do prazo indicado pelo fabricante se houver sinais visíveis de contaminação. Inspecione mensalmente os fusos e guias lineares do batente traseiro para evitar que folgas prejudiquem a precisão de posicionamento.
Para o artesão dedicado, estas inspeções não são uma tarefa aborrecida, mas um investimento protetor—garantindo que a máquina funciona hoje exatamente como funcionava há semanas. A precisão absoluta é inatingível, mas resultados estáveis e repetíveis estão bem ao alcance quando o desgaste, o desvio e a contaminação são tratados antes de prejudicarem silenciosamente o desempenho.
A experiência não é apenas uma questão de acumular anos — reflete-se na forma como um operador raciocina sobre o trabalho. Uma das maneiras mais eficazes de avaliar a competência genuína é fazendo três perguntas específicas:
Se um estagiário responder a estas perguntas com confiança e raciocínio sólido, já ultrapassou o procedimento mecânico e alcançou verdadeira compreensão. Se não conseguir, continua apenas a imitar movimentos — seguro apenas até que ocorra algo inesperado.
Um operador pode começar a dobrar peças num dia, atingir proficiência básica numa semana e alcançar competência total num mês. Mas o salto de um operador que apenas carrega no botão e ganha 36.000 por ano para um artesão que ganha 56.000 por ano reside na estreita e intencional diferença entre simplesmente pressionar o pedal e compreender exatamente porque é que a máquina responde como responde. Proteger salvaguarda a sua vida. A manutenção preserva os seus ângulos. Fazer as perguntas certas mantém a sua mente mais afiada do que as suas ferramentas.
Negligencie qualquer um destes pontos e o seu sucesso dependerá da sorte. Domine os três e tanto a precisão como a segurança tornam-se certas.


















